
Full resolution (JPEG) - On this page / på denna sida - H. 33. 16 september 1952 - Andras erfarenheter - Olika faktorers inverkan på mikrohårdheten, av J Murkes - Diffusionsdimkammare, av SHl - Förbättrad värmebehandling av låglegerat stål, av SHl

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
756
TÉ3KNISK TIDSKRIFT
ar och bestämningsnoggrannheten sämre; mikrohårdheten
varierar mest vid belastningar på 0—10 p; skillnaden
mellan på olika sätt framställda slipprov är då störst. Högsta
lämpliga belastning är den, vid vilken första
mikrosprickan uppstår. Denna belastning är därför lägre för spröda
än för sega material.
I samband med mikrohårdhetsbestämning kan materialets
sprödhet fastställas. De vid olika belastningar erhållna
intrycken är omgivna av mikrosprickor. Ett genomsnittligt
antal sprickor per intryck vid en bestämd belastning utgör
ett mått på sprödheten. För ett och samma material beror
detta samband vidare av intryckningshastigheten (fig. 2).
Vid jämförande sprödhetsbestämningar bör därför samma
apparat och samma intryckningshastighet användas. Denna
metod för kvantitativ bedömning av sprödheten tillämpas
med framgång vid identifiering av olika faser med
närliggande egenskaper och kemisk sammansättning (E M
Sjvietsova & V T Lebeedieva i Zavodskaja Laboratorija
1950 h. 7). J Murkes
Diffusionsdimkammare. En elektriskt laddad partikels
bana kan som bekant iakttas genom att den efterlämnar
ett spår av mycket små vätskedroppar i en gas övermättad
med en vätskas ånga. I Wilsons dimkammare uppnås detta
tillstånd genom expansion av en med ångan mättad gas.
Partiklar kan därför bara registreras under ett kort
tidsintervall omedelbart efter expansionen. Sedan måste
dim-kammaren återföras till utgångstillståndet innan en ny
expansion kan göras.
Man har konstruerat dimkammare av denna typ som kan
expanderas var tionde sekund, men problemet att göra en
kammare i vilken gasen ständigt är övermättad har alltid
varit aktuellt. Diffusionsdimkammaren synes vara den
närmast till hands liggande lösningen. Redan 1939 byggdes
en sådan, men först under de senaste åren har den ägnats
större intresse.
I en diffusionsdimkammare uppnås övermättning genom
diffusion av ånga från en varm mot en kall yta i en inert
gas. Under vissa omständigheter blir övermättningen stor
nog för att joner skall ge spår i närheten av den kalla
ytan, och då ånga ständigt tillförs från den varma, är
kammaren nästan alltid känslig för joner. Diffusionskammaren
är i regel av enklare konstruktion än expansionskammaren,
eftersom den saknar rörliga delar, ventiler och
återförings-mekanism.
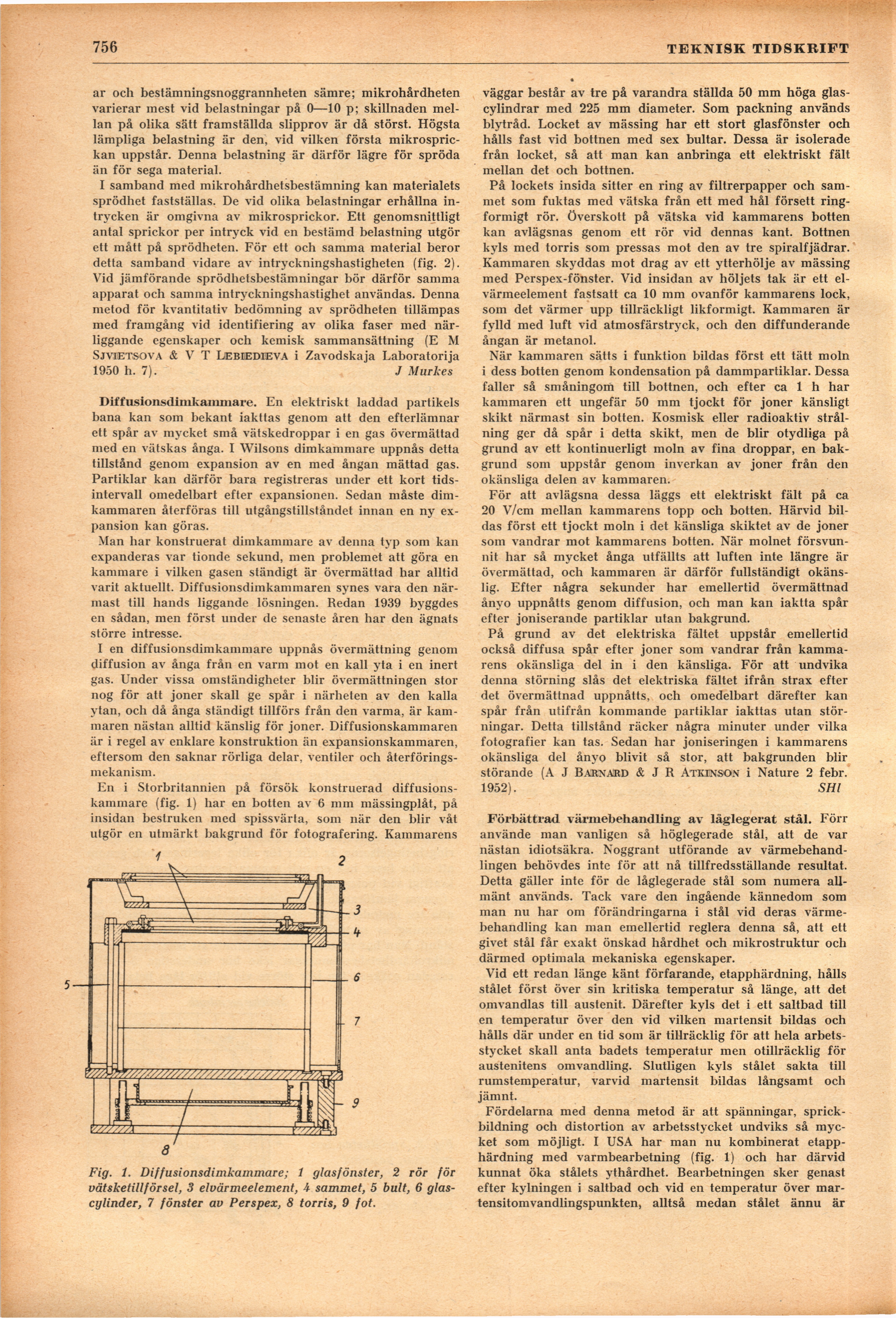
En i Storbritannien på försök konstruerad
diffusions-kamrnare (fig. 1) har en botten av 6 mm mässingplåt, på
insidan bestruken med spissvärta, som när den blir våt
utgör en utmärkt bakgrund för fotografering. Kammarens
Fig. 1. Diffusionsdimkammare; 1 glasfönster, 2 rör för
vätsketillförsel, 3 elvärmeelement, 4 sammet, 5 bult, 6
glascylinder, 7 fönster av Perspex, 8 torris, 9 fot.
väggar består av tre på varandra ställda 50 mm höga
glascylindrar med 225 mm diameter. Som packning används
blytråd. Locket av mässing har ett stort glasfönster och
hålls fast vid bottnen med sex bultar. Dessa är isolerade
från locket, så att man kan anbringa ett elektriskt fält
mellan det och bottnen.
På lockets insida sitter en ring av filtrerpapper och
sammet som fuktas med vätska från ett med hål försett
ringformigt rör. överskott på vätska vid kammarens botten
kan avlägsnas genom ett rör vid dennas kant. Bottnen
kyls med torris som pressas mot den av tre spiralfjädrar.
Kammaren skyddas mot drag av ett ytterhölje av mässing
med Perspex-fönster. Vid insidan av höljets tak är ett
elvärmeelement fastsatt ca 10 mm ovanför kammarens lock,
som det värmer upp tillräckligt likformigt. Kammaren är
fylld med luft vid atmosfärstryck, och den diffunderande
ångan är metanol.
När kammaren sätts i funktion bildas först ett tätt moln
i dess botten genom kondensation på dammpartiklar. Dessa
faller så småningom till bottnen, och efter ca 1 h har
kammaren ett ungefär 50 mm tjockt för joner känsligt
skikt närmast sin botten. Kosmisk eller radioaktiv
strålning ger då spår i detta skikt, men de blir otydliga på
grund av ett kontinuerligt moln av fina droppar, en
bakgrund som uppstår genom inverkan av joner från den
okänsliga delen av kammaren.
För att avlägsna dessa läggs ett elektriskt fält på ca
20 V/cm mellan kammarens topp och botten. Härvid
bildas först ett tjockt moln i det känsliga skiktet av de joner
som vandrar mot kammarens botten. När molnet
försvunnit har så mycket ånga utfällts att luften inte längre är
övermättad, och kammaren är därför fullständigt
okänslig. Efter några sekunder har emellertid övermättnad
ånvo uppnåtts genom diffusion, och man kan iaktta spår
efter joniserande partiklar utan bakgrund.
På grund av det elektriska fältet uppstår emellertid
också diffusa spår efter joner som vandrar från
kammarens okänsliga del in i den känsliga. För att undvika
denna störning slås det elektriska fältet ifrån strax efter
det övermättnad uppnåtts, och omedelbart därefter kan
spår från utifrån kommande partiklar iakttas utan
störningar. Detta tillstånd räcker några minuter under vilka
fotografier kan tas. Sedan har joniseringen i kammarens
okänsliga del ånyo blivit så stor, att bakgrunden blir
störande (A J Barnärd & J R Atkinson i Nature 2 febr.
1952). SHl
Förbättrad värmebehandling av låglegerat stål. Förr
använde man vanligen så höglegerade stål, att de var
nästan idiotsäkra. Noggrant utförande av
värmebehandlingen behövdes inte för att nå tillfredsställande resultat.
Detta gäller inte för de låglegerade stål som numera
allmänt används. Tack vare den ingående kännedom som
man nu har om förändringarna i stål vid deras
värmebehandling kan man emellertid reglera denna så, att ett
givet stål får exakt önskad hårdhet och mikrostruktur och
därmed optimala mekaniska egenskaper.
Vid ett redan länge känt förfarande, etapphärdning, hålls
stålet först över sin kritiska temperatur så länge, att det
omvandlas till austenit. Därefter kyls det i ett saltbad till
en temperatur över den vid vilken martensit bildas och
hålls där under en tid som är tillräcklig för att hela
arbetsstycket skall anta badets temperatur men otillräcklig för
austenitens omvandling. Slutligen kyls stålet sakta till
rumstemperatur, varvid martensit bildas långsamt och
jämnt.
Fördelarna med denna metod är att spänningar,
sprickbildning och distortion av arbetsstycket undviks så
mycket som möjligt. I USA har man nu kombinerat
etapphärdning med varmbearbetning (fig. 1) och har därvid
kunnat öka stålets ythårdhet. Bearbetningen sker genast
efter kylningen i saltbad och vid en temperatur över
mar-tensitomvandlingspunkten, alltså medan stålet ännu är
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}