
Full resolution (JPEG) - On this page / på denna sida - H. 34. 23 september 1952 - Andras erfarenheter - Poröst stål direkt ur malm, av SHl

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
776
TÉ3KNISK TIDSKRIFT
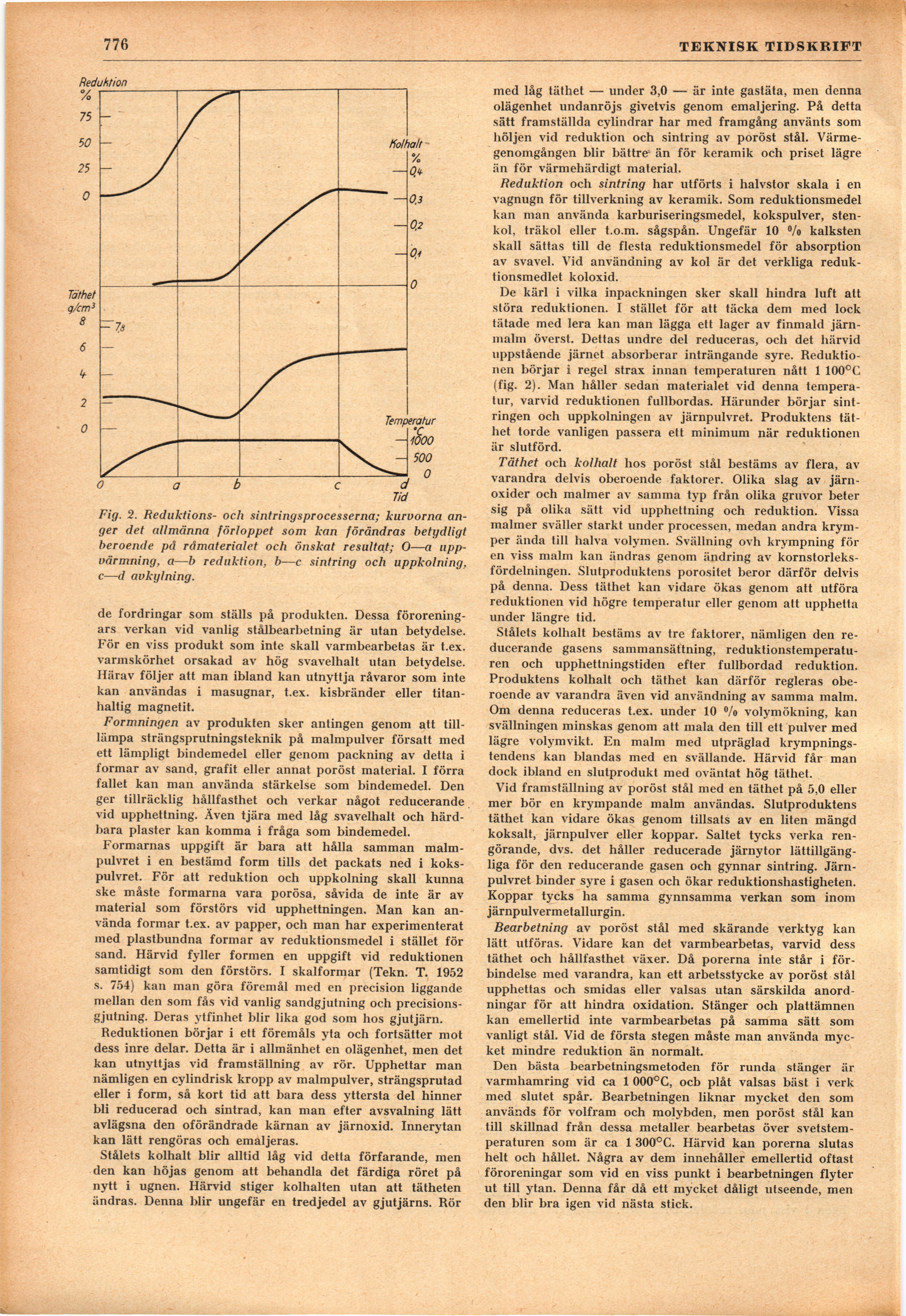
Fig. 2. Reduktions- och sintringsprocesserna; kurvorna
änger det allmänna förloppet som kan förändras betydligt
beroende på råmaterialet och önskat resultat; O—a
uppvärmning, a—b reduktion, b—c sintring och uppkolning,
c—d avkylning.
de fordringar som ställs på produkten. Dessa
föroreningars verkan vid vanlig stålbearbetning är utan betydelse.
För en viss produkt som inte skall varmbearbetas är t.ex.
varmskörhet orsakad av hög svavelhalt utan betydelse.
Härav följer att man ibland kan utnyttja råvaror som inte
kan användas i masugnar, t.ex. kisbränder eller
titan-haltig magnetit.
Formningen av produkten sker antingen genom att
till-lämpa strängsprutningsteknik på malmpulver försatt med
ett lämpligt bindemedel eller genom packning av detta i
formar av sand, grafit eller annat poröst material. I förra
fallet kan man använda stärkelse som bindemedel. Den
ger tillräcklig hållfasthet och verkar något reducerande
vid upphettning. Även tjära med låg svavelhalt och
härdbara plaster kan komma i fråga som bindemedel.
Formarnas uppgift är bara att hålla samman
malmpulvret i en bestämd form tills det packats ned i
kokspulvret. För att reduktion och uppkolning skall kunna
ske måste formarna vara porösa, såvida de inte är av
material som förstörs vid upphettningen. Man kan
använda formar t.ex. av papper, och man har experimenterat
med plastbundna formar av reduktionsmedel i stället för
sand. Härvid fyller formen en uppgift vid reduktionen
samtidigt som den förstörs. I skalformar (Tekn. T. 1952
s. 754) kan man göra föremål med en precision liggande
mellan den som fås vid vanlig sandgjutning och
precisions-gjutning. Deras ytfinhet blir lika god som hos gjutjärn.
Reduktionen börjar i ett föremåls yta och fortsätter mot
dess inre delar. Detta är i allmänhet en olägenhet, men det
kan utnyttjas vid framställning av rör. Upphettar man
nämligen en cylindrisk kropp av malmpulver, strängsprutad
eller i form, så kort tid att bara dess yttersta del hinner
bli reducerad och sintrad, kan man efter avsvalning lätt
avlägsna den oförändrade kärnan av järnoxid. Innerytan
kan lätt rengöras och emaljeras.
Stålets kolhalt blir alltid låg vid detta förfarande, men
den kan höjas genom att behandla det färdiga röret på
nytt i ugnen. Härvid stiger kolhalten utan att tätheten
ändras. Denna blir ungefär en tredjedel av gjutjärns. Rör
med låg täthet — under 3,0 — är inte gastäta, men denna
olägenhet undanröjs givetvis genom emaljering. På detta
sätt framställda cylindrar har med framgång använts som
höljen vid reduktion och sintring av poröst stål.
Värmegenomgången blir bättre än för keramik och priset lägre
än för värmehärdigt material.
Reduktion och sintring har utförts i halvstor skala i en
vagnugn för tillverkning av keramik. Som reduktionsmedel
kan man använda karburiseringsmedel, kokspulver,
stenkol, träkol eller t.o.m. sågspån. Ungefär 10 °/o kalksten
skall sättas till de flesta reduktionsmedel för absorption
av svavel. Vid användning av kol är det verkliga
reduktionsmedlet koloxid.
De kärl i vilka inpackningen sker skall hindra luft att
störa reduktionen. I stället för att täcka dem med lock
tätade med lera kan man lägga ett lager av finmald
järnmalm överst. Dettas undre del reduceras, och det härvid
uppstående järnet absorberar inträngande syre.
Reduktionen börjar i regel strax innan temperaturen nått 1 100°C
(fig. 2). Man håller sedan materialet vid denna
temperatur, varvid reduktionen fullbordas. Härunder börjar
sintringen och uppkolningen av järnpulvret. Produktens
täthet torde vanligen passera ett minimum när reduktionen
är slutförd.
Täthet och kolhalt hos poröst stål bestäms av flera, av
varandra delvis oberoende faktorer. Olika slag av
järnoxider och malmer av samma typ från olika gruvor beter
sig på olika sätt vid upphettning och reduktion. Vissa
malmer sväller starkt under processen, medan andra
krymper ända till halva volymen. Svällning ovh krympning
fölen viss malm kan ändras genom ändring av
kornstorleks-fördelningen. Slutproduktens porositet beror därför delvis
på denna. Dess täthet kan vidare ökas genom att utföra
reduktionen vid högre temperatur eller genom att upphetta
under längre tid.
Stålets kolhalt bestäms av tre faktorer, nämligen den
reducerande gasens sammansättning,
reduktionstemperaturen och upphettningstiden efter fullbordad reduktion.
Produktens kolhalt och täthet kan därför regleras
oberoende av varandra även vid användning av samma malm.
Om denna reduceras t.ex. under 10 °/o volymökning, kan
svällningen minskas genom att mala den till ett pulver med
lägre volymvikt. En malm med utpräglad
krympningstendens kan blandas med en svällande. Härvid får man
dock ibland en slutprodukt med oväntat hög täthet.
Vid framställning av poröst stål med en täthet på 5,0 eller
mer bör en krympande malm användas. Slutproduktens
täthet kan vidare ökas genom tillsats av en liten mängd
koksalt, järnpulver eller koppar. Saltet tycks verka
rengörande, dvs. det håller reducerade järnytor
lättillgängliga för den reducerande gasen och gynnar sintring.
Järnpulvret binder syre i gasen och ökar reduktionshastigheten.
Koppar tycks ha samma gynnsamma verkan som inom
järnpulvermetallurgin.
Bearbetning av poröst stål med skärande verktyg kan
lätt utföras. Vidare kan det varmbearbetas, varvid dess
täthet och hållfasthet växer. Då porerna inte står i
förbindelse med varandra, kan ett arbetsstycke av poröst stål
upphettas och smidas eller valsas utan särskilda
anordningar för att hindra oxidation. Stänger och plattämnen
kan emellertid inte varmbearbetas på samma sätt som
vanligt stål. Vid de första stegen måste man använda
mycket mindre reduktion än normalt.
Den bästa bearbetningsmetoden för runda stänger är
varmhamring vid ca 1 000°C, ocb plåt valsas bäst i verk
med slutet spår. Bearbetningen liknar mycket den som
används för volfram och molybden, men poröst stål kan
till skillnad från dessa metaller bearbetas över
svetstem-peraturen som är ca 1 300°C. Härvid kan porerna slutas
helt och hållet. Några av dem innehåller emellertid oftast
föroreningar som vid en viss punkt i bearbetningen flyter
ut till ytan. Denna får då ett mycket dåligt utseende, men
den blir bra igen vid nästa stick.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}