
Full resolution (JPEG) - On this page / på denna sida - H. 34. 23 september 1952 - Andras erfarenheter - Jämförande kostnadsberäkningar, av Yngve Svensson - Poröst stål direkt ur malm, av SHl

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
16 september 1952
■ 775
Fig. 2. Kostnad
per detalj vid
olika värden på
förhållandet
mellan
brutto-och nettovikt; B
bruttovikt, N
nettovikt, Ki
arbetslön, Kr
omkostnader, M [-materialkostnad,-]
{+materialkost-
nad,+} F
kassa-tionskostnad,
Kh
tillverkningskostnad.
sidan medförde ökningen av bruttovikten avsevärt högre
materialåtgång och även högre löne- och andra
omkostnader, fig. 2. Kostnaderna Ki, Kr, M och F ger tillsammans
tillverkningskostnaden Kh. Bilden visar att i föreliggande
fall var och en av dessa fyra kostnadsslag påverkades
av metodändringen. Utslagsgivande var storleken av
tillverkningskostnaden Kh. Det visade sig att kostnaden K/,
nådde sitt minimum vid förhållandet B : N = 2,7. G
jutför-farandet måste alltså bli i enlighet därmed.
Genom att i detta fall kassationskostnaderna behandlats
separat kunde lättare en riktig kostnadsjämförelse
åstadkommas.
Till slut kan framhållas, att det här rekommenderade
beräkningssättet, förutom att det möjliggör en rättvisande
jämförelse mellan kostnaderna för olika arbetsmetoder,
även medför att vederbörande får anledning att mera i
detalj studera de olika kostnadsställena och därvid lättare
kan upptäcka eventuella svagheter i metoderna samt
angripa dem. över huvud taget erhålles en klarare bild av
frågeställningen (J Witthoff i Refa-Nachrichten 1951
h. 4). Yngve Svensson
Poröst stål direkt ur malm. Vid Ontario Research
Foundation i Kanada har man utarbetat en metod för
framställning av bruksföremål av stål direkt ur järnmalm.
Detta förfarande ger stora möjligheter att variera
produktens täthet och hållfasthet. Dess pris blir vidare lågt.
Uppslaget till den nya metoden fick man vid försök att
framställa järnpulver av järnsvamp. För att öka
reduktionstiden vid dennas tillverkning formades den till stavar som
reducerades vid relativt låg temperatur. När man sedan
skulle göra pulver av stavarna visade det sig att några
av dem blivit så hårda och sega att de inte kunde brytas
ned till pulver.
Man kunde fastställa att orsaken till detta förhållande
var den malda malmens kornstorleksförhållande, och
hösten 1951 började man pröva ett nytt förfarande i
halvstor skala. Enligt detta fylls ett pulver av praktiskt taget
ren järnoxid i en porös form, som tillsammans med
finmald koks och kalksten packas i ett lufttätt hölje av
keramik eller värmehärdig legering och upphettas i en ugn
till ca 1 100°G i flera timmar. Härvid reduceras järnoxiden
till metall varvid pulvret samtidigt sintrar samman och
tar upp en viss mängd kol. Slutprodukten blir ett poröst
material vars täthet kan fås till 1,0—7,2 g/cm3 genom
lämpligt val av utgångsmaterial och sätt för reduktionens
och sintringens genomförande.
De mekaniska egenskaperna hos materialet varierar med
dettas täthet, men de beror också på det färdiga föremålets
form och dimensioner. Dess godstjocklek bestämmer
nämligen i viss mån reduktionens och sintringens hastighet.
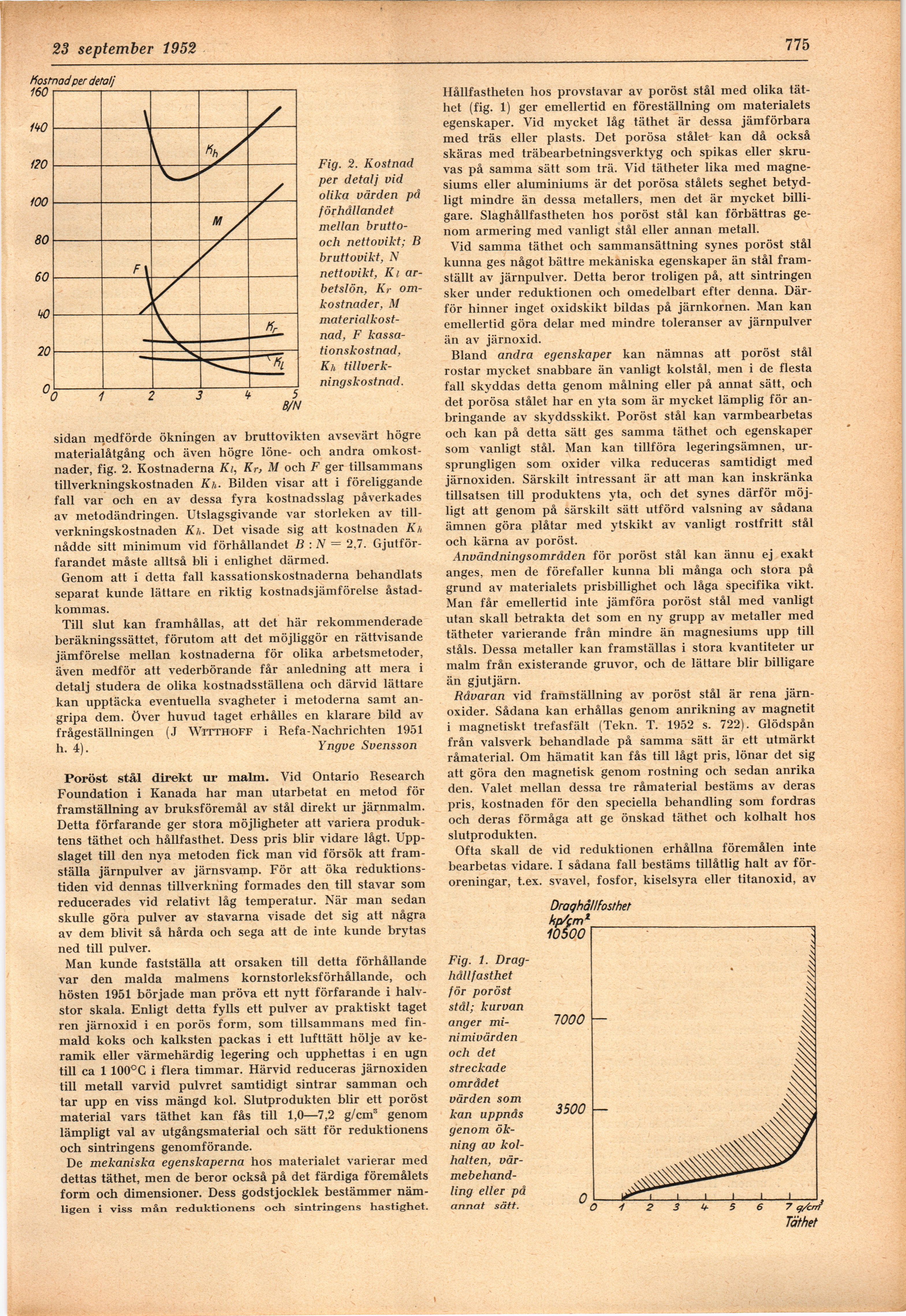
Hållfastheten hos provstavar av poröst stål med olika
täthet (fig. 1) ger emellertid en föreställning om materialets
egenskaper. Vid mycket låg täthet är dessa jämförbara
med träs eller plasts. Det porösa stålet kan då också
skäras med träbearbetningsverktyg och spikas eller
skruvas på samma sätt som trä. Vid tätheter lika med
magnesiums eller aluminiums är det porösa stålets seghet
betydligt mindre än dessa metallers, men det är mycket
billigare. Slaghållfastheten hos poröst stål kan förbättras
genom armering med vanligt stål eller annan metall.
Vid samma täthet och sammansättning synes poröst stål
kunna ges något bättre mekaniska egenskaper än stål
framställt av järnpulver. Detta beror troligen på, att sintringen
sker under reduktionen och omedelbart efter denna.
Därför hinner inget oxidskikt bildas på järnkornen. Man kan
emellertid göra delar med mindre toleranser av järnpulver
än av järnoxid.
Bland andra egenskaper kan nämnas att poröst stål
rostar mycket snabbare än vanligt kolstål, men i de flesta
fall skyddas detta genom målning eller på annat sätt, och
det porösa stålet har en yta som är mycket lämplig för
anbringande av skyddsskikt. Poröst stål kan varmbearbetas
och kan på detta sätt ges samma täthet och egenskaper
som vanligt stål. Man kan tillföra legeringsämnen,
ursprungligen som oxider vilka reduceras samtidigt med
järnoxiden. Särskilt intressant är att man kan inskränka
tillsatsen till produktens yta, och det synes därför
möjligt att genom på särskilt sätt utförd valsning av sådana
ämnen göra plåtar med ytskikt av vanligt rostfritt stål
och kärna av poröst.
Användningsområden för poröst stål kan ännu ej exakt
anges, men de förefaller kunna bli många och stora på
grund av materialets prisbillighet och låga specifika vikt.
Man får emellertid inte jämföra poröst stål med vanligt
utan skall betrakta det som en ny grupp av metaller med
tätheter varierande från mindre än magnesiums upp till
ståls. Dessa metaller kan framställas i stora kvantiteter ur
malm från existerande gruvor, och de lättare blir billigare
än gjutjärn.
Råvaran vid framställning av poröst stål är rena
järnoxider. Sådana kan erhållas genom anrikning av magnetit
i magnetiskt trefasfält (Tekn. T. 1952 s. 722). Glödspån
från valsverk behandlade på samma sätt är ett utmärkt
råmaterial. Om hämatit kan fås till lågt pris, lönar det sig
att göra den magnetisk genom röstning och sedan anrika
den. Valet mellan dessa tre råmaterial bestäms av deras
pris, kostnaden för den speciella behandling som fordras
och deras förmåga att ge önskad täthet och kolhalt hos
slutprodukten.
Ofta skall de vid reduktionen erhållna föremålen inte
bearbetas vidare. I sådana fall bestäms tillåtlig halt av
föroreningar, t.ex. svavel, fosfor, kiselsyra eller titanoxid, av
Fig. 1.
Draghållfasthet
för poröst
stål; kurvan
anger
mi-nimivärden
och det
streckade
området
värden som
kan uppnås
genom
ökning av
kolhalten, värmebehandling eller på
annat sätt.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}