
Full resolution (JPEG) - On this page / på denna sida - H. 38. 21 oktober 1952 - Inverkan av syrgasens renhet på hastighet och gasförbrukning vid gasskärning, av Rudolf Gunnert
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
14 oktober 1952
865
Inverkan av syrgasens renhet på hastighet
och gasförbrukning vid gasskärning
Tekn. lic. Rudolf Gunnert, Lidingö
Skärning av stål med syrgas är väsentligen en
förbränning — en oxidationsprocess.
Oxidationen sker enligt följande formel
3 Fe -f 2 02 = Fe304
Härvid frigöres en värmemängd av 1 600
kcal/kg järn. Denna värmemängd användes för
processens igånghållande, allteftersom
skärstrålen tränger ned i materialet. Uppvärmningen till
glödningstemperatur sker i stålplåtens yta och
åstadkommes t.ex. genom en värmelåga, som går
omedelbart före skärstrålen, då denna framföres
i den riktning, som snittet skall skäras.
Erforderligt värme för att uppvärma plåten på ytan till
glödning tillföres alltså med denna värmelåga,
medan materialet djupare ned i plåten, dit denna
värmelåga inte når, hålles vid hög temperatur
genom själva oxidationsprocessen.
Processen förlöper så, att i det uppvärmda
översta skiktet försiggår reaktionen mellan syre
och järn, genom att oxidpartiklarna fördelar sig
nätformigt i den värmda fläcken. Stålets
temperatur höjs, varigenom oxidationen även ökas, tills
slutligen det ögonblick nås, då
oxidinneslutning-arna smälter och drivs undan i skärstrålens
riktning tillsammans med ej oxiderat stål, som
genom temperaturstegringen bringats att smälta.
Den smälta och brinnande massan träffar
djupare liggande partier och värmer dessa till
glödning, härigenom möjliggörande den fortsatta
oxidationen av dessa partier, då syrestrålen når
dem. Det är således tydligt, att det är den varma
slaggen och smälta stålet i skärstrålen, som
tjänar såsom värmeförmedlare.
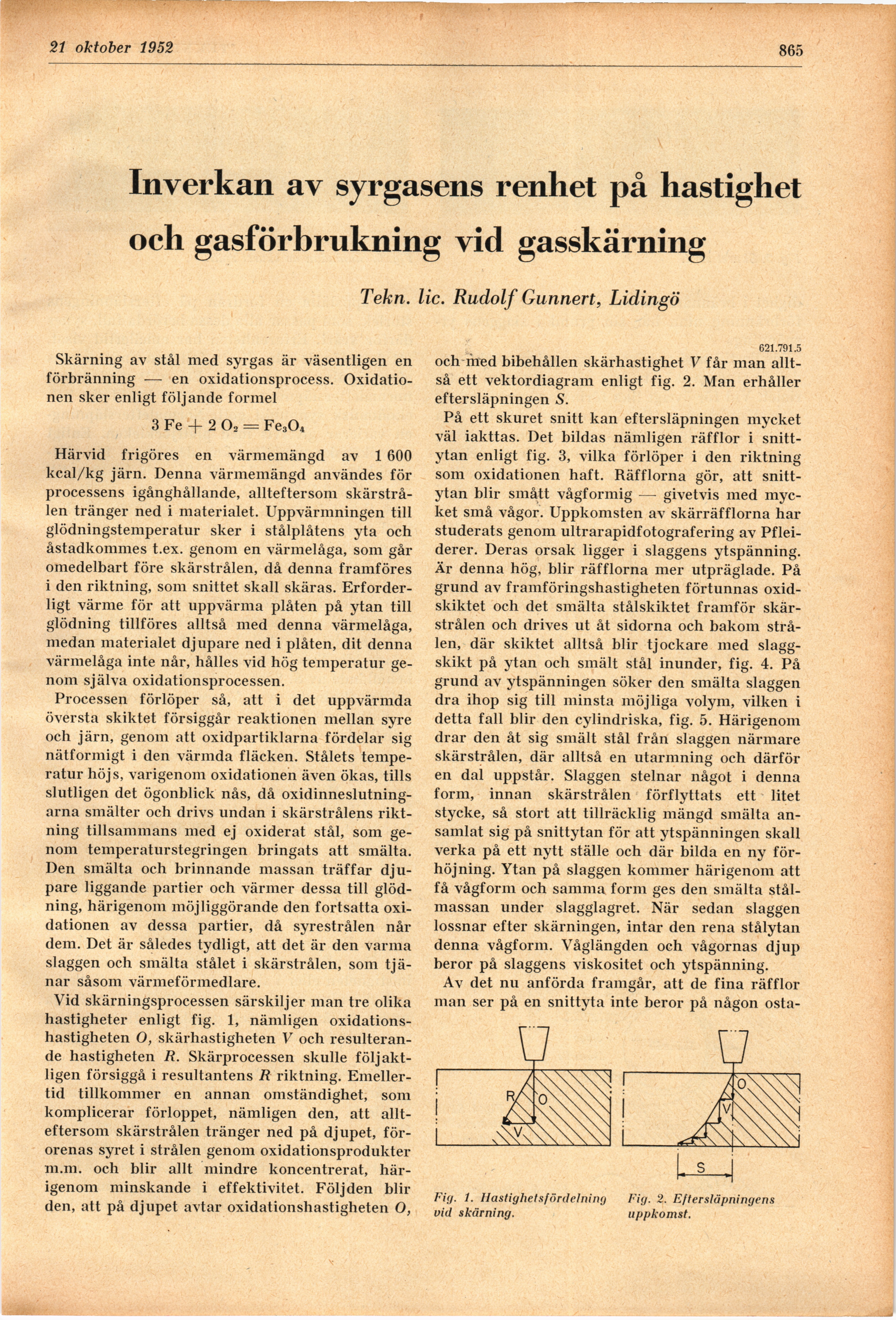
Vid skärningsprocessen särskiljer man tre olika
hastigheter enligt fig. 1, nämligen
oxidationshastigheten O, skärhastigheten V och
resulterande hastigheten R. Skärprocessen skulle
följaktligen försiggå i resultantens R riktning.
Emellertid tillkommer en annan omständighet, som
komplicerar förloppet, nämligen den, att
allteftersom skärstrålen tränger ned på djupet,
förorenas syret i strålen genom oxidationsprodukter
m.m. och blir allt mindre koncentrerat,
härigenom minskande i effektivitet. Följden
binden, att på djupet avtar oxidationshastigheten O,
621.791.5
och med bibehållen skärhastighet V får man
alltså ett vektordiagram enligt fig. 2. Man erhåller
eftersläpningen S.
På ett skuret snitt kan eftersläpningen mycket
väl iakttas. Det bildas nämligen räfflor i
snittytan enligt fig. 3, vilka förlöper i den riktning
som oxidationen haft. Räfflorna gör, att
snittytan blir smått vågformig — givetvis med
mycket små vågor. Uppkomsten av skärräfflorna har
studerats genom ultrarapidfotografering av
Pfleiderer. Deras orsak ligger i slaggens ytspänning.
Är denna hög, blir räfflorna mer utpräglade. På
grund av framföringshastigheten förtunnas
oxidskiktet och det smälta stålskiktet framför
skärstrålen och drives ut åt sidorna och bakom
strålen, där skiktet alltså blir tjockare med
slaggskikt på ytan och smält stål inunder, fig. 4. På
grund av ytspänningen söker den smälta slaggen
dra ihop sig till minsta möjliga volym, vilken i
detta fall blir den cylindriska, fig. 5. Härigenom
drar den åt sig smält stål från slaggen närmare
skärstrålen, där alltså en utarmning och därför
en dal uppstår. Slaggen stelnar något i denna
form, innan skärstrålen förflyttats ett litet
stycke, så stort att tillräcklig mängd smälta
ansamlat sig på snittytan för att ytspänningen skall
verka på ett nytt ställe och där bilda en ny
förhöjning. Ytan på slaggen kommer härigenom att
få vågform och samma form ges den smälta
stålmassan under slagglagret. När sedan slaggen
lossnar efter skärningen, intar den rena stålytan
denna vågform. Våglängden och vågornas djup
beror på slaggens viskositet och ytspänning.
Av det nu anförda framgår, att de fina räfflor
man ser på en snittyta inte beror på någon osta-
Fig. 1. Hastighets fördelning
vid skärning.
Fig. 2. Eftersläpningens
uppkomst.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}