
Full resolution (JPEG) - On this page / på denna sida - H. 38. 21 oktober 1952 - Inverkan av syrgasens renhet på hastighet och gasförbrukning vid gasskärning, av Rudolf Gunnert
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
866
TÉ3KNISK TIDSKRIFT
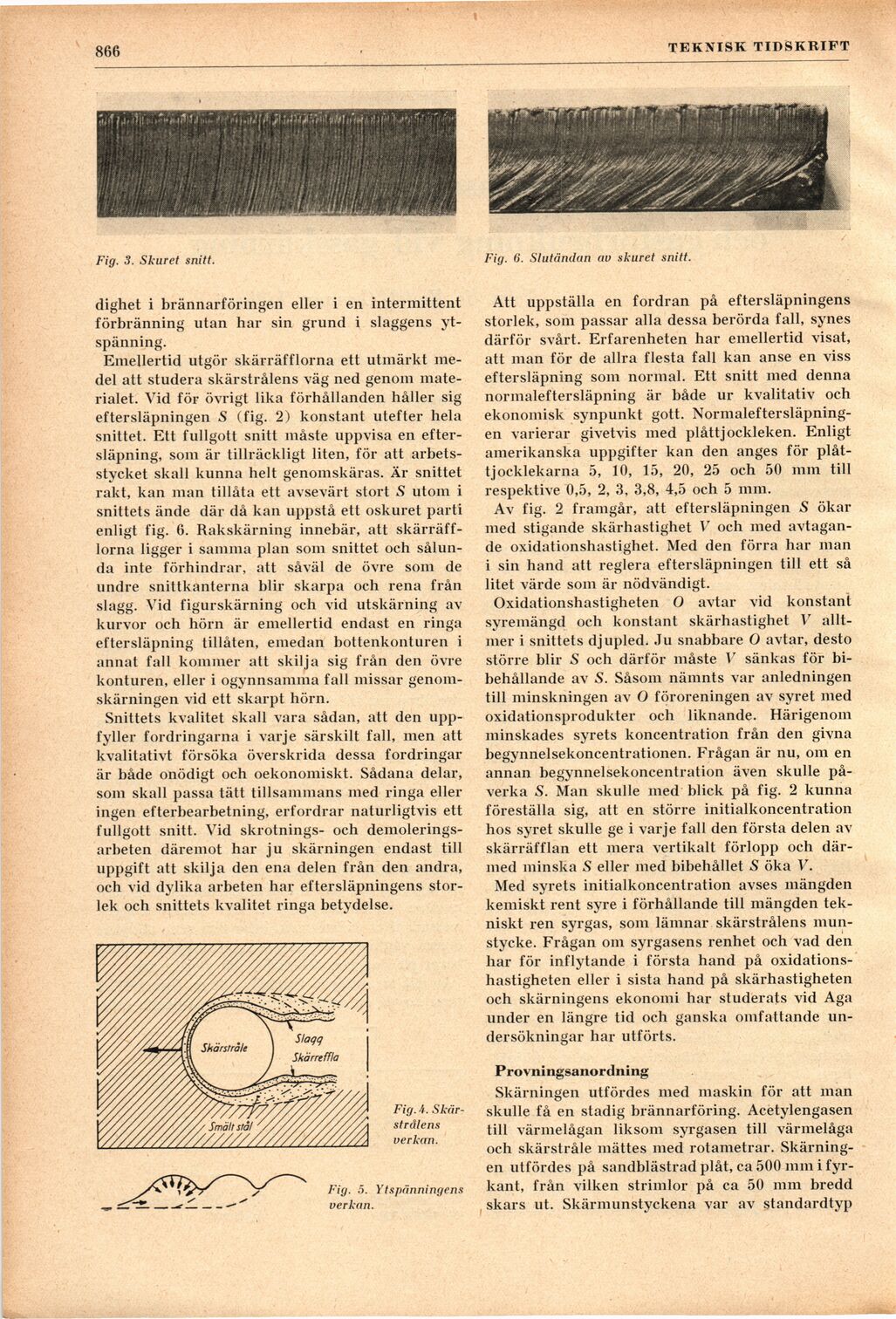
Fig. 3. Skuret snitt.
Fig. 6. Slutändan av skuret snitt.
dighet i brännarföringen eller i en intermittent
förbränning utan har sin grund i slaggens
ytspänning.
Emellertid utgör skärräfflorna ett utmärkt
medel att studera skärstrålens väg ned genom
materialet. Vid för övrigt lika förhållanden håller sig
eftersläpningen S (fig. 2) konstant utefter hela
snittet. Ett fullgott snitt måste uppvisa en
eftersläpning, som är tillräckligt liten, för att
arbetsstycket skall kunna helt genomskäras. Är snittet
rakt, kan man tillåta ett avsevärt stort S utom i
snittets ände där då kan uppstå ett oskuret parti
enligt fig. 6. Rakskärning innebär, att
skärräfflorna ligger i samma plan som snittet och
sålunda inte förhindrar, att såväl de övre som de
undre snittkanterna blir skarpa och rena från
slagg. Vid figurskärning och vid utskärning av
kurvor och hörn är emellertid endast en ringa
eftersläpning tillåten, emedan bottenkonturen i
annat fall kommer att skilja sig från den övre
konturen, eller i ogynnsamma fall missar
genomskärningen vid ett skarpt hörn.
Snittets kvalitet skall vara sådan, att den
uppfyller fordringarna i varje särskilt fall, men att
kvalitativt försöka överskrida dessa fordringar
är både onödigt och oekonomiskt. Sådana delar,
som skall passa tätt tillsammans med ringa eller
ingen efterbearbetning, erfordrar naturligtvis ett
fullgott snitt. Vid skrotnings- och
demolerings-arbeten däremot har ju skärningen endast till
uppgift att skilja den ena delen från den andra,
och vid dylika arbeten har eftersläpningens
storlek och snittets kvalitet ringa betydelse.
Fig. 4. Skär-
strålens
verkan.
Fig. 5. Ytspänningens
verkan.
Att uppställa en fordran på eftersläpningens
storlek, som passar alla dessa berörda fall, synes
därför svårt. Erfarenheten har emellertid visat,
att man för de allra flesta fall kan anse en viss
eftersläpning som normal. Ett snitt med denna
normaleftersläpning är både ur kvalitativ och
ekonomisk synpunkt gott.
Normaleftersläpningen varierar givetvis med plåttjockleken. Enligt
amerikanska uppgifter kan den anges för
plåttjocklekarna 5, 10, 15, 20, 25 och 50 mm till
respektive 0,5, 2, 3, 3,8, 4,5 och 5 mm.
Av fig. 2 framgår, att eftersläpningen S ökar
med stigande skärhastighet V och med
avtagande oxidationshastighet. Med den förra har man
i sin hand att reglera eftersläpningen till ett så
litet värde som är nödvändigt.
Oxidationshastigheten O avtar vid konstant
syremängd och konstant skärhastighet V
alltmer i snittets djupled. Ju snabbare O avtar, desto
större blir S och därför måste V sänkas för
bibehållande av S. Såsom nämnts var anledningen
till minskningen av O föroreningen av syret med
oxidationsprodukter och liknande. Härigenom
minskades syrets koncentration från den givna
begynnelsekoncentrationen. Frågan är nu, om en
annan begynnelsekoncentration även skulle
påverka S. Man skulle med blick på fig. 2 kunna
föreställa sig, att en större initialkoncentration
hos syret skulle ge i varje fall den första delen av
skärräfflan ett mera vertikalt förlopp och
därmed minska S eller med bibehållet S öka V.
Med syrets initialkoncentration avses mängden
kemiskt rent syre i förhållande till mängden
tekniskt ren syrgas, som lämnar skärstrålens
munstycke. Frågan om syrgasens renhet och vad den
har för inflytande i första hand på
oxidationshastigheten eller i sista hand på skärhastigheten
och skärningens ekonomi har studerats vid Aga
under en längre tid och ganska omfattande
undersökningar har utförts.
Provningsanordning
Skärningen utfördes med maskin för att man
skulle få en stadig brännarföring. Acetylengasen
till värmelågan liksom syrgasen till värmelåga
och skärstråle mättes med rotametrar.
Skärningen utfördes på sandblästrad plåt, ca 500 mm i
fyrkant, från vilken strimlor på ca 50 mm bredd
skars ut. Skärmunstyckena var av standardtyp
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}