
Full resolution (JPEG) - On this page / på denna sida - H. 39. 28 oktober 1952 - Byggrationalisering i Schweiz, Frankrike och Västtyskland, av Evert Strokirk

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
21 oktober 1952
895
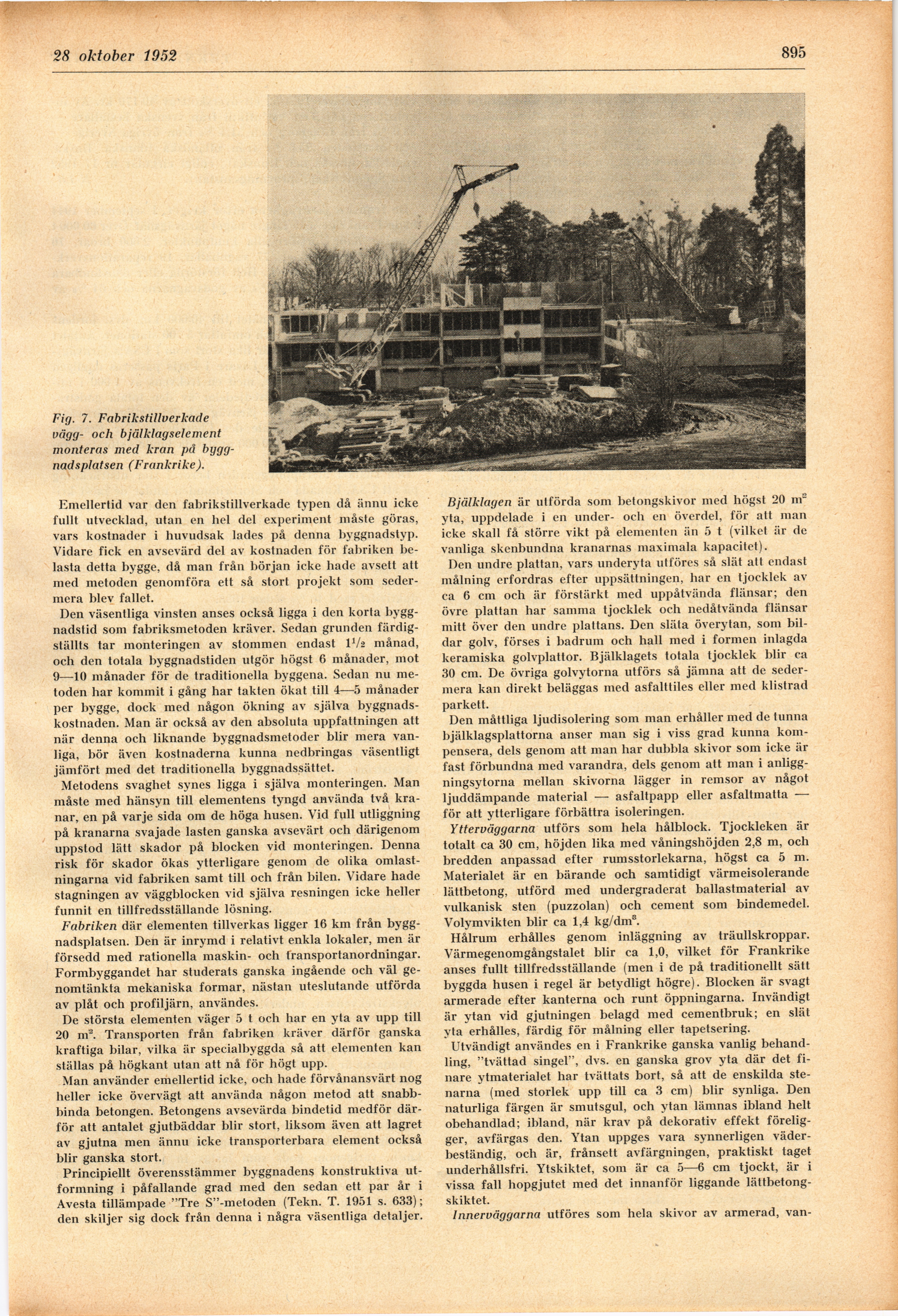
Fig. 7. Fabrikstillverkade
vägg- och bjälklagselement
monteras med krän på
byggnadsplatsen (Frankrike).
Emellertid var den fabrikstillverkade typen då ännu icke
fullt utvecklad, utan en hel del experiment måste göras,
vars kostnader i huvudsak lades på denna byggnadstyp.
Vidare fick en avsevärd del av kostnaden för fabriken
belasta detta bygge, då man från början icke hade avsett att
med metoden genomföra ett så stort projekt som
sedermera blev fallet.
Den väsentliga vinsten anses också ligga i den korta
byggnadstid som fabriksmetoden kräver. Sedan grunden
färdigställts tar monteringen av stommen endast IV2 månad,
och den totala byggnadstiden utgör högst 6 månader, mot
9—10 månader för de traditionella byggena. Sedan nu
metoden har kommit i gång har takten ökat till 4—5 månader
per bygge, dock med någon ökning av själva
byggnadskostnaden. Man är också av den absoluta uppfattningen att
när denna och liknande byggnadsmetoder blir mera
vanliga, bör även kostnaderna kunna nedbringas väsentligt
jämfört med det traditionella byggnadssättet.
Metodens svaghet synes ligga i själva monteringen. Man
måste med hänsyn till elementens tyngd använda två
kranar, en på varje sida om de höga husen. Vid full utliggning
på kranarna svajade lasten ganska avsevärt och därigenom
uppstod lätt skador på blocken vid monteringen. Denna
risk för skador ökas ytterligare genom de olika
omlastningarna vid fabriken samt till och från bilen. Vidare hade
stagningen av väggblocken vid själva resningen icke heller
funnit en tillfredsställande lösning.
Fabriken där elementen tillverkas ligger 16 km från
byggnadsplatsen. Den är inrymd i relativt enkla lokaler, men är
försedd med rationella maskin- och transportanordningar.
Formbyggandet har studerats ganska ingående och väl
genomtänkta mekaniska formar, nästan uteslutande utförda
av plåt och profiljärn, användes.
De största elementen väger 5 t och har en yta av upp till
20 nr. Transporten från fabriken kräver därför ganska
kraftiga bilar, vilka är specialbyggda så att elementen kan
ställas på högkant utan att nå för högt upp.
Man använder emellertid icke, och hade förvånansvärt nog
heller icke övervägt att använda någon metod att
snabbbinda betongen. Betongens avsevärda bindetid medför
därför att antalet gjutbäddar blir stort, liksom även att lagret
av gjutna men ännu icke transporterbara element också
blir ganska stort.
Principiellt överensstämmer byggnadens konstruktiva
utformning i påfallande grad med den sedan ett par år i
Avesta tillämpade "Tre S"-metoden (Tekn. T. 1951 s. 633);
den skiljer sig dock från denna i några väsentliga detaljer.
Bjälklagen är utförda som betongskivor med högst 20 ma
yta, uppdelade i en under- och en överdel, för alt man
icke skall få större vikt på elementen än 5 t (vilket är de
vanliga skenbundna kranarnas maximala kapacitet).
Den undre plattan, vars underyta utföres så slät att endast
målning erfordras efter uppsättningen, har en t jocklek av
ca 6 cm och är förstärkt med uppåtvända flänsar; den
övre plattan har samma tjocklek och nedåtvända flänsar
mitt över den undre plattans. Den släta överytan, som
bildar golv, förses i badrum och hall med i formen inlagda
keramiska golvplattor. Bjälklagets totala tjocklek blir ca
30 cm. De övriga golvytorna utförs så jämna att de
sedermera kan direkt beläggas med asfalttiles eller med klistrad
parkett.
Den måttliga ljudisolering som man erhåller med de tunna
bjälklagsplattorna anser man sig i viss grad kunna
kompensera, dels genom att man har dubbla skivor som icke är
fast förbundna med varandra, dels genom att man i
anligg-ningsytorna mellan skivorna lägger in remsor av något
ljuddämpande material — asfaltpapp eller asfaltmatta —
för att ytterligare förbättra isoleringen.
Ytterväggarna utförs som hela hålblock. Tjockleken är
totalt ca 30 cm, höjden lika med våningshöjden 2,8 m, och
bredden anpassad efter rumsstorlekarna, högst ca 5 m.
Materialet är en bärande och samtidigt värmeisolerande
lättbetong, utförd med undergraderat ballastmaterial av
vulkanisk sten (puzzolan) och cement som bindemedel.
Volym vikten blir ca 1,4 kg/dm8.
Hålrum erhålles genom inläggning av träullskroppar.
Värmegenomgångstalet blir ca 1,0, vilket för Frankrike
anses fullt tillfredsställande (men i de på traditionellt sätt
byggda husen i regel är betydligt högre). Blocken är svagt
armerade efter kanterna och runt öppningarna. Invändigt
är ytan vid gjutningen belagd med cementbruk; en slät
vta erhålles, färdig för målning eller tapetsering.
Utvändigt användes en i Frankrike ganska vanlig
behandling, "tvättad singel", dvs. en ganska grov yta där det
finare ytmaterialet har tvättats bort, så att de enskilda
stenarna (med storlek upp till ca 3 cm) blir synliga. Den
naturliga färgen är smutsgul, och ytan lämnas ibland helt
obehandlad; ibland, när krav på dekorativ effekt
föreligger, avfärgas den. Ytan uppges vara synnerligen
väderbeständig, och är, frånsett avfärgningen, praktiskt taget
underhållsfri. Ytskiktet, som är ca 5—6 cm tjockt, är i
vissa fall hopgjutet ined det innanför liggande
lättbetongskiktet.
Innerväggarna utföres som hela skivor av armerad, van-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}