
Full resolution (JPEG) - On this page / på denna sida - H. 40. 4 november 1952 - Gittermaskiner — hur en omöjlig uppgift löses - »De tre stora» bilfirmorna - Till rotstöd vid svetsning - Nya metoder - Epoxiplast som skyddslack, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
// november 1952 931
Nya metoder
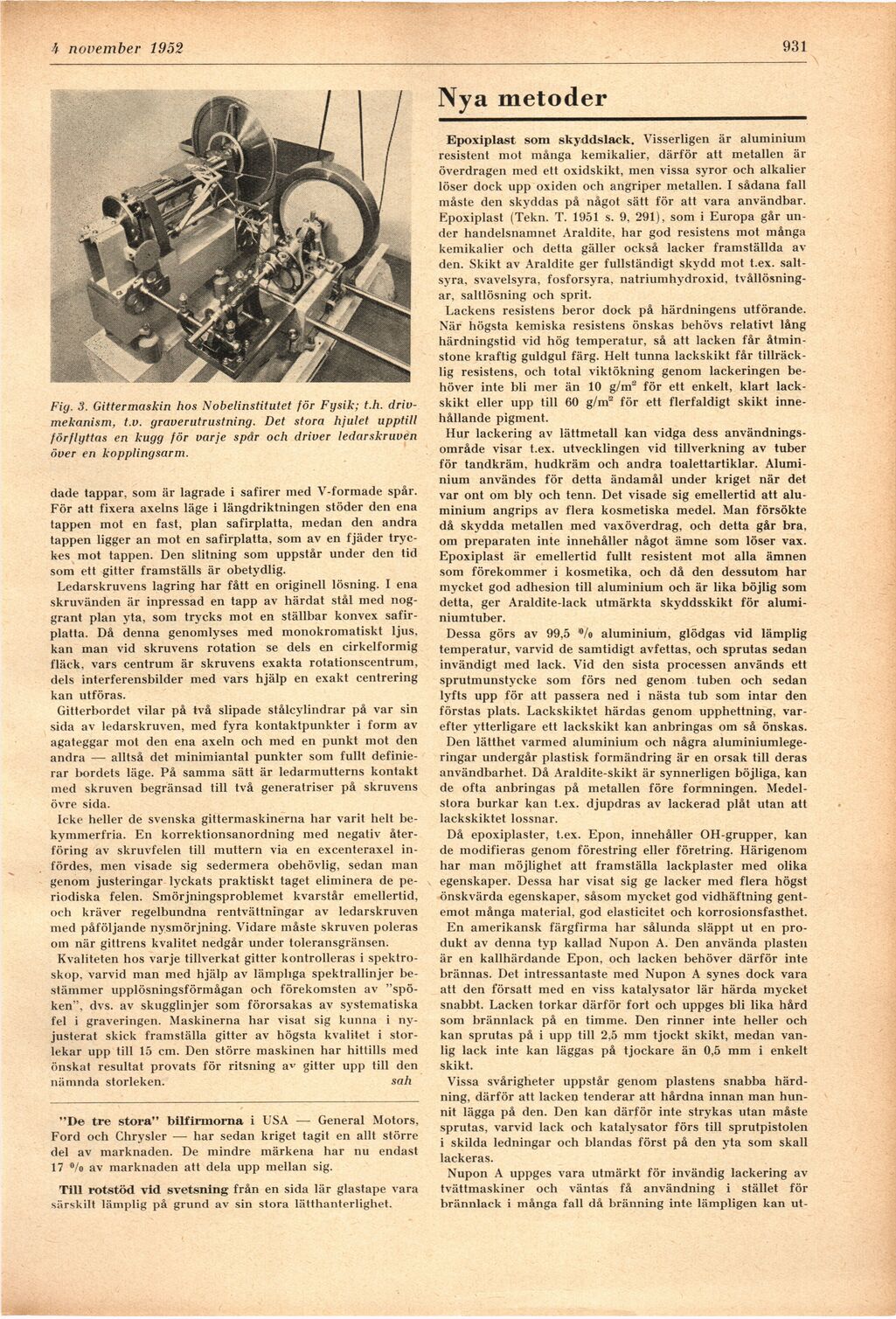
Fig. 3. Gittermaskin hos Nobelinstitutet för Fysik; t.h.
driv-mekanism, t.v. graverutrustning. Det stora hjulet upptill
förflyttas en kugg för varje spår och driver ledarskruven
över en kopplingsarm.
dade tappar, som är lagrade i safirer med V-formade spår.
För att fixera axelns läge i längdriktningen stöder den ena
tappen mot en fast, plan safirplatta, medan den andra
tappen ligger an mot en safirplatta, som av en fjäder
tryckes mot tappen. Den slitning som uppstår under den tid
som ett gitter framställs är obetydlig.
Ledarskruvens lagring har fått en originell lösning. I ena
skruvänden är inpressad en tapp av härdat stål med
noggrant plan yta, som trycks mot en ställbar konvex
safirplatta. Då denna genomlyses med monokromatiskt ljus,
kan man vid skruvens rotation se dels en cirkelformig
fläck, vars centrum är skruvens exakta rotationscentrum,
dels interferensbilder med vars hjälp en exakt centrering
kan utföras.
Gitterbordet vilar på två slipade stålcylindrar på var sin
sida av ledarskruven, med fyra kontaktpunkter i form av
agateggar mot den ena axeln och med en punkt mot den
andra — alltså det minimiantal punkter som fullt
definierar bordets läge. På samma sätt är ledarmutterns kontakt
med skruven begränsad till två generatriser på skruvens
övre sida.
Icke heller de svenska gittermaskinerna har varit helt
be-kymmerfria. En korrektionsanordning med negativ
åter-föring av skruvfelen till muttern via en excenteraxel
infördes, men visade sig sedermera obehövlig, sedan man
genom justeringar lyckats praktiskt taget eliminera de
periodiska felen. Smörjningsproblemet kvarstår emellertid,
och kräver regelbundna rentvättningar av ledarskruven
med påföljande nysmörjning. Vidare måste skruven poleras
om när gittrens kvalitet nedgår under toleransgränsen.
Kvaliteten hos varje tillverkat gitter kontrolleras i
spektroskop, varvid man med hjälp av lämpliga spektrallinjer
bestämmer upplösningsförmågan och förekomsten av
"spöken", dvs. av skugglinjer som förorsakas av systematiska
fel i graveringen. Maskinerna har visat sig kunna i
ny-justerat skick framställa gitter av högsta kvalitet i
storlekar upp till 15 cm. Den större maskinen har hittills med
önskat resultat provats för ritsning av gitter upp till den
nämnda storleken. sah
"De tre stora" bilfirmorna i USA — General Motors,
Ford och Chrysler — har sedan kriget tagit en allt större
del av marknaden. De mindre märkena har nu endast
17 °/o av marknaden att dela upp mellan sig.
Till rotstöd vid svetsning från en sida lär glastape vara
särskilt lämplig på grund av sin stora lätthanterlighet.
Epoxiplast som skyddslack. Visserligen är aluminium
resistent mot många kemikalier, därför att metallen är
överdragen med ett oxidskikt, men vissa syror och alkalier
löser dock upp oxiden och angriper metallen. I sådana fall
måste den skyddas på något sätt för att vara användbar.
Epoxiplast (Tekn. T. 1951 s. 9, 291), som i Europa går
under handelsnamnet Araldite, har god resistens mot många
kemikalier och detta gäller också läcker framställda av
den. Skikt av Araldite ger fullständigt skydd mot t.ex.
saltsyra, svavelsyra, fosforsyra, natriumhydroxid,
tvållösningar, saltlösning och sprit.
Lackens resistens beror dock på härdningens utförande.
När högsta kemiska resistens önskas behövs relativt lång
härdningstid vid hög temperatur, så att lacken får
åtminstone kraftig guldgul färg. Helt tunna lackskikt får
tillräcklig resistens, och total viktökning genom lackeringen
behöver inte bli mer än 10 g/m2 för ett enkelt, klart
lackskikt eller upp till 60 g/mB för ett flerfaldigt skikt
innehållande pigment.
Hur lackering av lättmetall kan vidga dess
användningsområde visar t.ex. utvecklingen vid tillverkning av tuber
för tandkräm, hudkräm och andra toalettartiklar.
Aluminium användes för detta ändamål under kriget när det
var ont om bly och tenn. Det visade sig emellertid att
aluminium angrips av flera kosmetiska medel. Man försökte
då skydda metallen med vaxöverdrag, och detta går bra,
om preparaten inte innehåller något ämne som löser vax.
Epoxiplast är emellertid fullt resistent mot alla ämnen
som förekommer i kosmetika, och då den dessutom har
mycket god adhesion till aluminium och är lika böjlig som
detta, ger Araldite-lack utmärkta skyddsskikt för
aluminiumtuber.
Dessa görs av 99,5 "Vo aluminium, glödgas vid lämplig
temperatur, varvid de samtidigt avfettas, och sprutas sedan
invändigt med lack. Vid den sista processen används ett
sprutmunstycke som förs ned genom tuben och sedan
lyfts upp för att passera ned i nästa tub som intar den
förstas plats. Lackskiktet härdas genom upphettning,
varefter ytterligare ett lackskikt kan anbringas om så önskas.
Den lätthet varmed aluminium och några
aluminiumlegeringar undergår plastisk formändring är en orsak till deras
användbarhet. Då Araldite-skikt är synnerligen böjliga, kan
de ofta anbringas på metallen före formningen.
Medelstora burkar kan t.ex. djupdras av lackerad plåt utan att
lackskiktet lossnar.
Då epoxiplaster, t.ex. Epon, innehåller OH-grupper, kan
de modifieras genom förestring eller företring. Härigenom
har man möjlighet att framställa lackplaster med olika
egenskaper. Dessa har visat sig ge läcker med flera högst
önskvärda egenskaper, såsom mycket god vidhäftning
gentemot många material, god elasticitet och korrosionsfasthet.
En amerikansk färgfirma har sålunda släppt ut en
produkt av denna typ kallad Nupon A. Den använda plasten
är en kallhärdande Epon, och lacken behöver därför inte
brännas. Det intressantaste med Nupon A synes dock vara
att den försatt med en viss katalysator lär härda mycket
snabbt. Lacken torkar därför fort och uppges bli lika hård
som brännlack på en timme. Den rinner inte heller och
kan sprutas på i upp till 2,5 mm tjockt skikt, medan
vanlig lack inte kan läggas på tjockare än 0,5 mm i enkelt
skikt.
Vissa svårigheter uppstår genom plastens snabba
härdning, därför att lacken tenderar att hårdna innan man
hunnit lägga på den. Den kan därför inte strykas utan måste
sprutas, varvid lack och katalysator förs till sprutpistolen
i skilda ledningar och blandas först på den yta som skall
lackeras.
Nupon A uppges vara utmärkt för invändig lackering av
tvättmaskiner och väntas få användning i stället för
brännlack i många fall då bränning inte lämpligen kan ut-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}