
Full resolution (JPEG) - On this page / på denna sida - H. 2. 13 januari 1953 - Andras erfarenheter - Korrosionsförsök med glödgat varmförzinkat stål, av SHl - Fläkttorkar, av SHl - Originella ytaktiva ämnen, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
28
TEKNISK TIDSKRIFT
beläggning av gul rost, men den förras färg blev så
småningom mörkgrå till svart. Tidigt uppträdande av gul rost
visar inte snabb korrosion utan relativt hög järnhalt hos
skyddsskiktet. Den glödgade trådens utseende försämras
sålunda tidigare än den oglödgades, men det förbättras
senare när ett jämnt svart ytskikt bildas.
Den glödgade tråden tycks inte börja rosta förrän
praktiskt taget all skyddsmetall frätts bort. Två prov glödgade
vid 650°C hade inte angripits efter 503 veckors exponering
ehuru bara 1,2—2 "/o av det ursprungliga skyddsskiktet
fanns kvar. Orsaken till värmebehandlingens verkan är
inte ökning av skyddsskiktets vikt genom indiffusion av
järn, ty denna kompenseras till största delen genom
oxidation av zink vid glödgningen. Den värmebehandlade tråden
hade sålunda högst 8 Vo tyngre skyddsskikt än den
obehandlade. ökningen av trådens hållbarhet sammanhänger
otvivelaktigt med korrosionsprodukternas natur.
Korrosionshastigheten kan minskas därför att ett tunt lager av
olösliga föreningar på korrosionsprodukternas yta bildar
en vattentät hinna som hindrar deras bortförande vid regn
(S E HADDON i Journal of the Iron & Steel Institute juni
1952). SHl
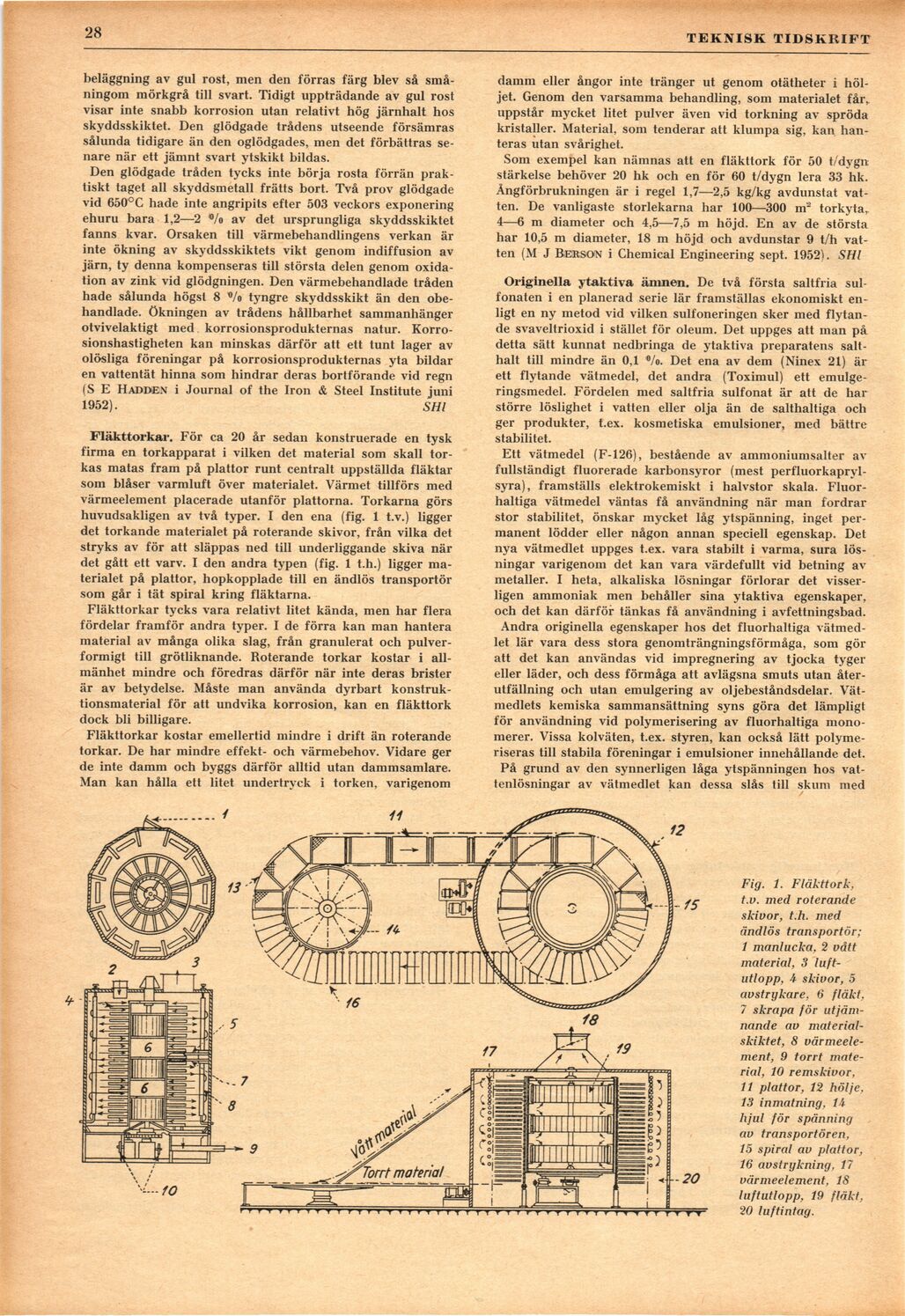
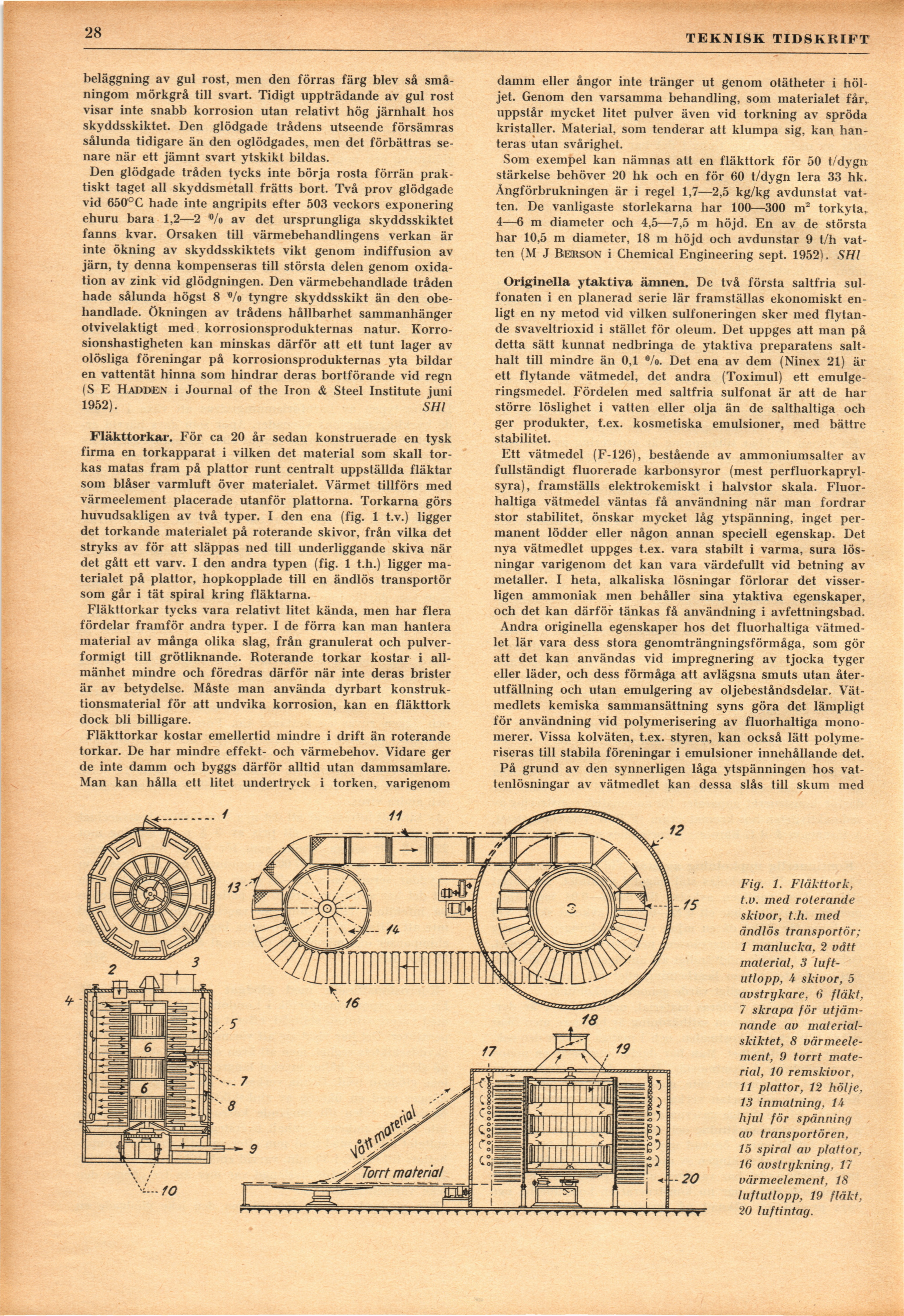
Fläkttorkar. För ca 20 år sedan konstruerade en tysk
firma en torkapparat i vilken det material som skall
torkas matas fram på plattor runt centralt uppställda fläktar
som blåser varmluft över materialet. Värmet tillförs med
värmeelement placerade utanför plattorna. Torkarna görs
huvudsakligen av två typer. I den ena (fig. 1 t.v.) ligger
det torkande materialet på roterande skivor, från vilka det
stryks av för att släppas ned till underliggande skiva när
det gått ett varv. I den andra typen (fig. 1 t.h.) ligger
materialet på plattor, hopkopplade till en ändlös transportör
som går i tät spiral kring fläktarna.
Fläkttorkar tycks vara relativt litet kända, men har flera
fördelar framför andra typer. I de förra kan man hantera
material av många olika slag, från granulerat och
pulverformigt till grötliknande. Roterande torkar kostar i
allmänhet mindre och föredras därför när inte deras brister
är av betydelse. Måste man använda dyrbart
konstruktionsmaterial för att undvika korrosion, kan en fläkttork
dock bli billigare.
Fläkttorkar kostar emellertid mindre i drift än roterande
torkar. De har mindre effekt- och värmebehov. Vidare ger
de inte damm och byggs därför alltid utan dammsamlare.
Man kan hålla ett litet undertryck i torken, varigenom
damm eller ångor inte tränger ut genom otätheter i
höljet. Genom den varsamma behandling, som materialet får,
uppstår mycket litet pulver även vid torkning av spröda
kristaller. Material, som tenderar att klumpa sig, kan
hanteras utan svårighet.
Som exempel kan nämnas att en fläkttork för 50 t/dygn
stärkelse behöver 20 hk och en för 60 t/dygn lera 33 hk.
Ångförbrukningen är i regel 1,7—2,5 kg/kg avdunstat
vatten. De vanligaste storlekarna har 100—300 m2 torkyta,.
4—6 m diameter och 4,5—7,5 m höjd. En av de största
har 10,5 m diameter, 18 m höjd och avdunstar 9 t/h
vatten (M J BiERson i Chemical Engineering sept. 1952). SHl
Originella ytaktiva ämnen. De två första saltfria
sul-fonaten i en planerad serie lär framställas ekonomiskt
enligt en ny metod vid vilken sulfoneringen sker med
flytande svaveltrioxid i stället för oleum. Det uppges att man på
detta sätt kunnat nedbringa de ytaktiva preparatens
salthalt till mindre än 0,1 fl/o. Det ena av dem (Ninex 21) är
ett flytande vätmedel, det andra (Toximul) ett
emulgeringsmedel. Fördelen med saltfria sulfonat är att de har
större löslighet i vatten eller olja än de salthaltiga och
ger produkter, t.ex. kosmetiska emulsioner, med bättre
stabilitet.
Ett vätmedel (F-126), bestående av ammoniumsalter av
fullständigt fluorerade karbonsyror (mest
perfluorkapryl-syra), framställs elektrokemiskt i halvstor skala.
Fluor-haltiga vätmedel väntas få användning när man fordrar
stor stabilitet, önskar mycket låg ytspänning, inget
permanent lödder eller någon annan speciell egenskap. Det
nya vätmedlet uppges t.ex. vara stabilt i varma, sura
lösningar varigenom det kan vara värdefullt vid betning av
metaller. I heta, alkaliska lösningar förlorar det
visserligen ammoniak men behåller sina ytaktiva egenskaper,
och det kan därför tänkas få användning i avfettningsbad.
Andra originella egenskaper hos det fluorhaltiga
vätmedlet lär vara dess stora genomträngningsförmåga, som gör
att det kan användas vid impregnering av tjocka tyger
eller läder, och dess förmåga att avlägsna smuts utan
åter-utfällning och utan emulgering av oljebeståndsdelar.
Vät-medlets kemiska sammansättning syns göra det lämpligt
för användning vid polymerisering av fluorhaltiga
mono-merer. Vissa kolväten, t.ex. styren, kan också lätt
polymeriseras till stabila föreningar i emulsioner innehållande det.
På grund av den synnerligen låga ytspänningen hos
vattenlösningar av vätmedlet kan dessa slås till skum med
Fig. 1. Fläkttork,
t.v. med roterande
skivor, t.h. med
ändlös transportör;
1 manlucka. 2 vått
material, 3
luftutlopp, i skivor, 5
avstrykare, 6 fläkt,
I skrapa för
utjämnande av
material-skiktet, 8
värmeelement, 9 torrt
material, 10 remskivor,
II plattor, 12 hölje,
13 inmatning, 14
hjul för spänning
av transportören,
15 spiral av plattor,
16 avstrykning, 17
värmeelement, 18
luftutlopp, 19 fläkt,
20 luftintag.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}