
Full resolution (JPEG) - On this page / på denna sida - H. 3. 20 januari 1953 - S/S »United States» — snabbaste passagerarfartyget på Atlanten, av Nils J Ljungzell
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
13 januari 1953
vara: 1 000 t i fyra överbyggnadsdäck, 400 t för
24 helt av lättmetall tillverkade motorlivbåtar,
och övriga 600 t för invändiga ändamål och
andra detaljer, såsom båtdävertarna.
Den till plåt och profiler använda lättmetallen
är av en i havsvatten och saltsjöluft
motståndskraftig legering ("seagoing aluminum") med
amerikanska beteckningen 61 ST 6. På grund av
detta materials stora tänjbarhet har man vågat
utföra hela det 152 m långa däckshuset på
promenaddäcket utan någon expansionsfog8. För att
undvika kemiska och elektrolytiska angrepp har
man noga isolerat alla konstruktioner av
aluminiumlegeringar från angränsande byggnadsdelar
av stål eller andra metaller. Alla ytor av oklädd
lättmetall skyddas genom anodoxidering. Även
svetsning har använts vid sammansättning av
vissa delar, dock endast på sådana partier, där
styrkan icke är av väsentlig betydelse.
Värmebehandlingen av lättmetallnitarna, i
överbyggnaden så gott som överallt grova, har
ägnats och väckt stor uppmärksamhet samt
närmare beskrivits i varvstidningen2. Själva
materialet i nitarna är ett annat än det till plåtar och
profiler använda och har den amerikanska
beteckningen Ne ED Hio.
Naglarna uppvärmdes först i en ugn (fig. 13)
till 560°C under 30 min, avkyldes därefter i en
cistern med rinnande vatten och doppades så i
ett spritbad, det sista för att förebygga eventuella
senare kylskador och hindra nitarna att fastna
ihop i fruset tillstånd. Därpå placerades ett större
antal med nitar fyllda kubiska boxar i stora
kylskåp och nedkyldes till — 40°C, varefter boxarna
i isolerade behållare transporterades till olika
platser ombord på bygget, där de sedan
förvarades i glass-skåp, omgivna där av torr is vid så
låg temperatur som —80° C.
Slutligen fördes de i små behållare till
arbetsställena, där de snabbt slogs med hjälp av
pneumatiska hammare (fig. 14) av arbetare med för
kylan passande skyddsutrustning. Skulle dylika
djupfrysta naglar utsättas för vanlig
lufttemperatur en stund, inträffade hastig åldring och
förtidigt hårdnande till men för deras formning
under nitningen2. Ett arbetslag om två man uppges
ha kunnat slå 1 200—1 500 sådana nitar på en
åttatimmarsdag4.
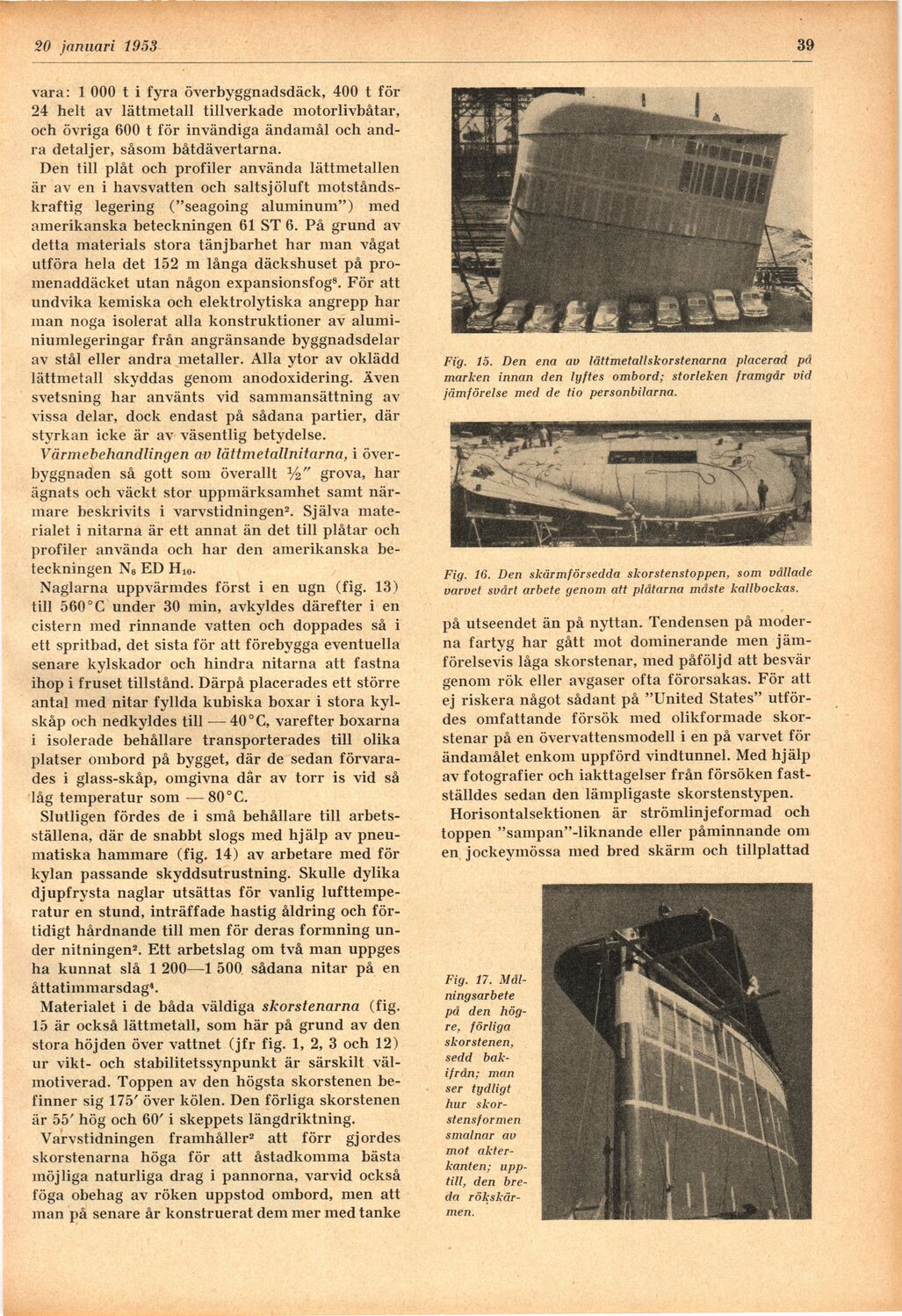
Materialet i de båda väldiga skorstenarna (fig.
15 är också lättmetall, som här på grund av den
stora höjden över vattnet (jfr fig. 1, 2, 3 och 12)
ur vikt- och stabilitetssynpunkt är särskilt
välmotiverad. Toppen av den högsta skorstenen
befinner sig 175’ över kölen. Den förliga skorstenen
är 55’ hög och 60’ i skeppets längdriktning.
Varvstidningen framhåller2 att förr gjordes
skorstenarna höga för att åstadkomma bästa
möjliga naturliga drag i pannorna, varvid också
föga obehag av röken uppstod ombord, men att
man på senare år konstruerat dem mer med tanke
39
Fig. 15. Den ena av lättmetallskorstenarna placerad på
marken innan den lyftes ombord; storleken framgår vid
jämförelse med de tio personbilarna.
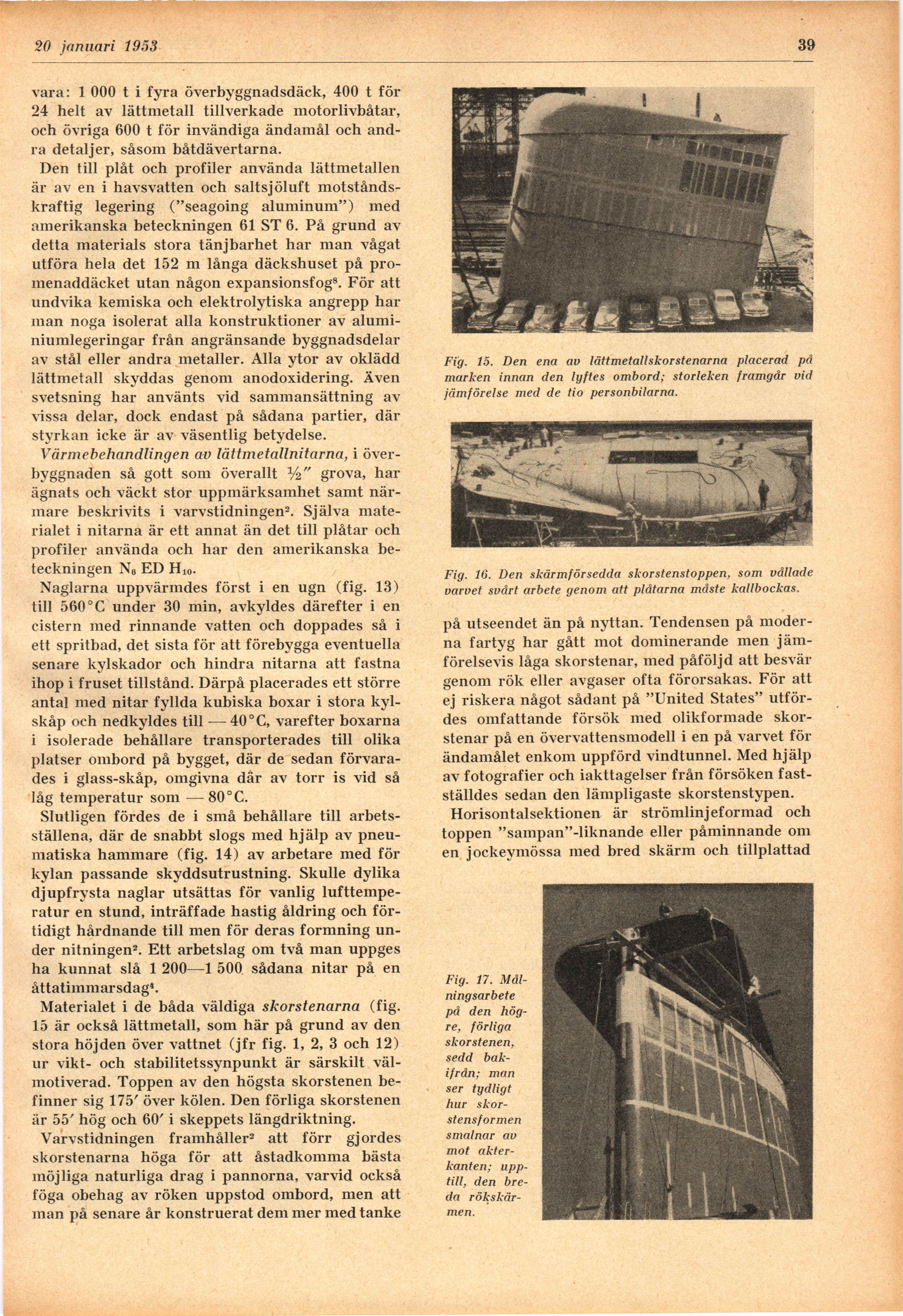
Fig. 16. Den skärmförsedda skorstenstoppen, som vållade
varvet svårt arbete genom att plåtarna måste kallbockas.
på utseendet än på nyttan. Tendensen på
moderna fartyg har gått mot dominerande men
jämförelsevis låga skorstenar, med påföljd att besvär
genom rök eller avgaser ofta förorsakas. För att
ej riskera något sådant på "United States"
utfördes omfattande försök med olikfor made
skorstenar på en övervattensmodell i en på varvet för
ändamålet enkom uppförd vindtunnel. Med hjälp
av fotografier och iakttagelser från försöken
fastställdes sedan den lämpligaste skorstenstypen.
Horisontalsektionen är strömlinjeformad och
toppen "sampan"-liknande eller påminnande om
en jockeymössa med bred skärm och tillplattad
Fig. 17.
Målningsarbete
på den
högre, förliga
skorstenen,
sedd
bakifrån; man
ser tydligt
hur
skorstensformen
smalnar av
mot
akterkanten; upptill, den
breda rök
skärmen.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}