
Full resolution (JPEG) - On this page / på denna sida - H. 12. 24 mars 1953 - Nybyggen - Hangar av förspänd betong, av sah - Marina gasturbiner, av Wll - Walesiskt vitplåtsverk, av Karl-Johan Blom
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
244
TEKNISK TIDSKRIFT
Fig. 3. Montering av förspända, 34 m långa tvärbalkar.
nom elementen, spännes och förankras i färdiggjutna
änd-plattor.
De färdiga balkarna monteras med krän och lägges upp
på färdiggjutna upplag på dels lådbalkarna över
dörröppningarna, dels en längsgående balk av armerad betong
ined 15 m spännvidd mellan pelare vid bakväggen
(Con-erete Quarterly juli—sept. 1952, Engineering News Record
13 nov. 1952). sah
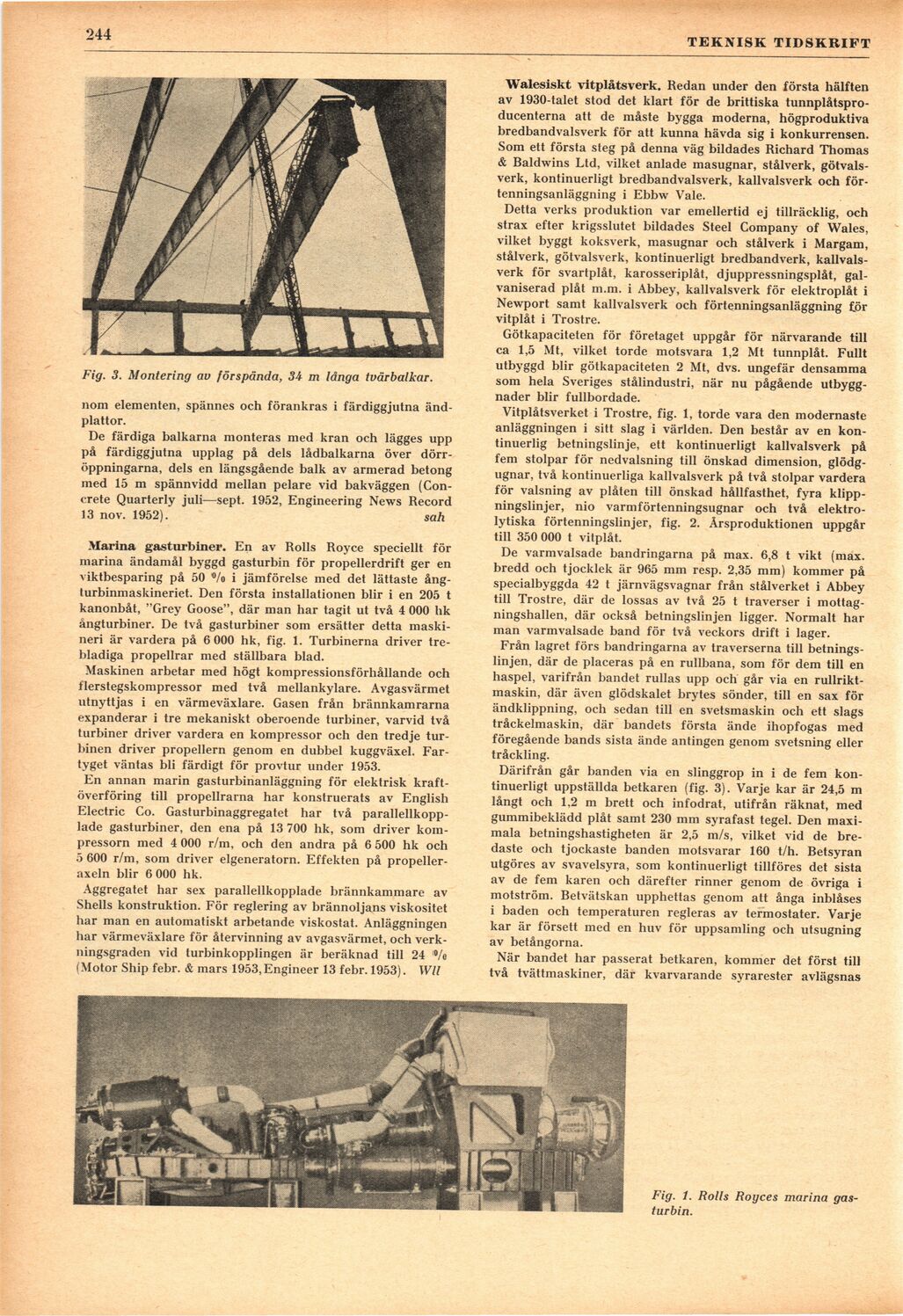
Marina gasturbiner. En av Rolls Royce speciellt för
marina ändamål byggd gasturbin för propellerdrift ger en
viktbesparing på 50 °/o i jämförelse med det lättaste
ång-turbinmaskineriet. Den första installationen blir i en 205 t
kanonbåt, "Grey Goose", där man har tagit ut två 4 000 hk
ångturbiner. De två gasturbiner som ersätter detta
maskineri är vardera på 6 000 hk, fig. 1. Turbinerna driver
tre-bladiga propellrar med ställbara blad.
Maskinen arbetar med högt kompressionsförhållande och
flerstegskompressor med två mellankylare. Avgasvärmet
utnyttjas i en värmeväxlare. Gasen från brännkamrarna
expanderar i tre mekaniskt oberoende turbiner, varvid två
turbiner driver vardera en kompressor och den tredje
turbinen driver propellern genom en dubbel kuggväxel.
Fartyget väntas bli färdigt för provtur under 1953.
En annan marin gasturbinanläggning för elektrisk
kraftöverföring till propellrarna har konstruerats av English
Electric Co. Gasturbinaggregatet har två
parallellkopplade gasturbiner, den ena på 13 700 hk, som driver
kompressorn med 4 000 r/m, och den andra på 6 500 hk och
5 600 r/m, som driver elgeneratorn. Effekten på
propelleraxeln blir 6 000 hk.
Aggregatet har sex parallellkopplade brännkammare av
Shells konstruktion. För reglering av brännoljans viskositet
har man en automatiskt arbetande viskostat. Anläggningen
har värmeväxlare för återvinning av avgasvärmet, och
verkningsgraden vid turbinkopplingen är beräknad till 24 %
(Motor Ship febr. & mars 1953,Engineer 13 febr. 1953). Wll
Walesiskt vitplåtsverk. Redan under den första hälften
av 1930-talet stod det klart för de brittiska
tunnplåtsproducenterna att de måste bygga moderna, högproduktiva
bredbandvalsverk för att kunna hävda sig i konkurrensen.
Som ett första steg på denna väg bildades Richard Thomas
& Baldwins Ltd, vilket anlade masugnar, stålverk,
götvalsverk, kontinuerligt bredbandvalsverk, kallvalsverk och
förtenningsanläggning i Ebbw Vale.
Detta verks produktion var emellertid ej tillräcklig, och
strax efter krigsslutet bildades Steel Company of Wales,
vilket byggt koksverk, masugnar och stålverk i Margam,
stålverk, götvalsverk, kontinuerligt bredbandverk,
kallvalsverk för svartplåt, karosseriplåt, djuppressningsplåt,
galvaniserad plåt m.m. i Abbey, kallvalsverk för elektroplåt i
Newport samt kallvalsverk och förtenningsanläggning för
vitplåt i Trostre.
Götkapaciteten för företaget uppgår för närvarande till
ca 1,5 Mt, vilket torde motsvara 1,2 Mt tunnplåt. Fullt
utbyggd blir götkapaciteten 2 Mt, dvs. ungefär densamma
som hela Sveriges stålindustri, när nu pågående
utbyggnader blir fullbordade.
Vitplåtsverket i Trostre, fig. 1, torde vara den modernaste
anläggningen i sitt slag i världen. Den består av en
kontinuerlig betningslinje, ett kontinuerligt kallvalsverk på
fem stolpar för nedvalsning till önskad dimension,
glödg-ugnar, två kontinuerliga kallvalsverk på två stolpar vardera
för valsning av plåten till önskad hållfasthet, fyra
klippningslinjer, nio varmförtenningsugnar och två
elektrolytiska förtenningslinjer, fig. 2. Årsproduktionen uppgår
till 350 000 t vitplåt.
De varmvalsade bandringarna på max. 6,8 t vikt (max.
bredd och tjocklek är 965 mm resp. 2,35 mm) kommer på
specialbyggda 42 t järnvägsvagnar från stålverket i Abbey
till Trostre, där de lossas av två 25 t traverser i
mottagningshallen, där också betningslinjen ligger. Normalt har
man varmvalsade band för två veckors drift i lager.
Från lagret förs bandringarna av traverserna till
betningslinjen, där de placeras på en rullbana, som för dem till en
haspel, varifrån bandet rullas upp och går via en
rullrikt-maskin, där även glödskalet brytes sönder, till en sax för
ändklippning, och sedan till en svetsmaskin och ett slags
tråckelmaskin, där bandets första ände ihopfogas med
föregående bands sista ände antingen genom svetsning eller
tråckling.
Därifrån går banden via en slinggrop in i de fem
kontinuerligt uppställda betkaren (fig. 3). Varje kar är 24,5 m
långt och 1,2 m brett och infodrat, utifrån räknat, med
gummibeklädd plåt samt 230 mm syrafast tegel. Den
maximala betningshastigheten är 2,5 m/s, vilket vid de
bredaste och tjockaste banden motsvarar 160 t/h. Betsyran
utgöres av svavelsyra, som kontinuerligt tillföres det sista
av de fem karen och därefter rinner genom de övriga i
motström. Betvätskan upphettas genom att ånga inblåses
i baden och temperaturen regleras av termostater. Varje
kar är försett med en huv för uppsamling och utsugning
av betångorna.
När bandet har passerat betkaren, kommer det först till
två tvättmaskiner, där kvarvarande syrarester avlägsnas
Fig. 1. Rolls Royces marina
gasturbin.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}