
Full resolution (JPEG) - On this page / på denna sida - H. 12. 24 mars 1953 - Nybyggen - Walesiskt vitplåtsverk, av Karl-Johan Blom

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
246
TEKNISK TIDSKRIFT
Fig. 3. Kontinuerliga betningslinjen; i förgrunden
slut-haspel och saxar, i mitten betbaden, i bakgrunden
bandlagret.
Fig. 4. Det kontinuerliga kallvalsverket; lägg märke till den
rikhaltiga instrumenteringen.
Före glödgningen av de kallvalsade banden måste all
palmolja på banden avlägsnas, annars uppkolas den. Detta
sker på elektrolytisk väg i två kontinuerliga
avfettnings-linjer. Banden transporteras till dessa med travers eller
traktor och går via en rullbana till en haspel, där de
lindas upp; efter ändklippning och svetsning på samma sätt
som vid betningen går bandet ned i ett 6,7 m långt kar,
som innehåller ett alkaliskt bad (huvudsakligen NaOH,
Na2C03 och Na2Si03), där huvudparten av palmoljan
avlägsnas.
Därefter följer en borstmaskin (där bandet även
vatten-besprutas) och den elektrolytiska avfettningstanken.
Denna är 20 m lång och innehåller samma alkalier som det
tidigare nämnda badet men i större utspädning. I badet
befinner sig också åtta elektroder (fyra under och fyra
över bandet) så ordnade att varje del av bandytan
kommer att tjänstgöra som såväl anod som katod. Spänningen
är 15 V och strömstyrkan 4 000 A. Efter denna tank följer
ånyo en borstmaskin, sedan en tank, där bandet besprutas
med varmvatten, och slutligen en varmluftstorkmaskin
och en sax samt en haspel. Den maximala bandhastigheten
på dessa bägge linjer är 10 m/s.
Därefter glödgas banden för att avlägsna
kallbearbet-ningseffekten. Bandringarna placeras i staplar på de tolv
ugnsbottnarna. På varje ugnsbotten kan glödgas 200 t per
charge, över varje stapel placeras därefter en skyddsklocka
och i denna inledes skyddsgas för att hindra oxidation av
banden. Skyddsgasen utgöres av kvävgas, som har
följande analys: 97 %> N,, 1,2 % H2, 1,5 ®/o CO, resten CH,
och C02. På ugnsbottnen placeras slutligen en av de fem
flyttbara ugnsklockorna. Dessa är oljeeldade (30 brännare)
och utrustade med automatisk reglering och registrering
av ugnstemperaturen. Så fort upphettnings- och
utjämningsperioden är slut avlägsnas ugnsklockan, och när
temperaturen sjunkit till 150°C avlägsnas även
skyddsklockorna, varefter bandringarna transporteras bort från
ugnsbottnen.
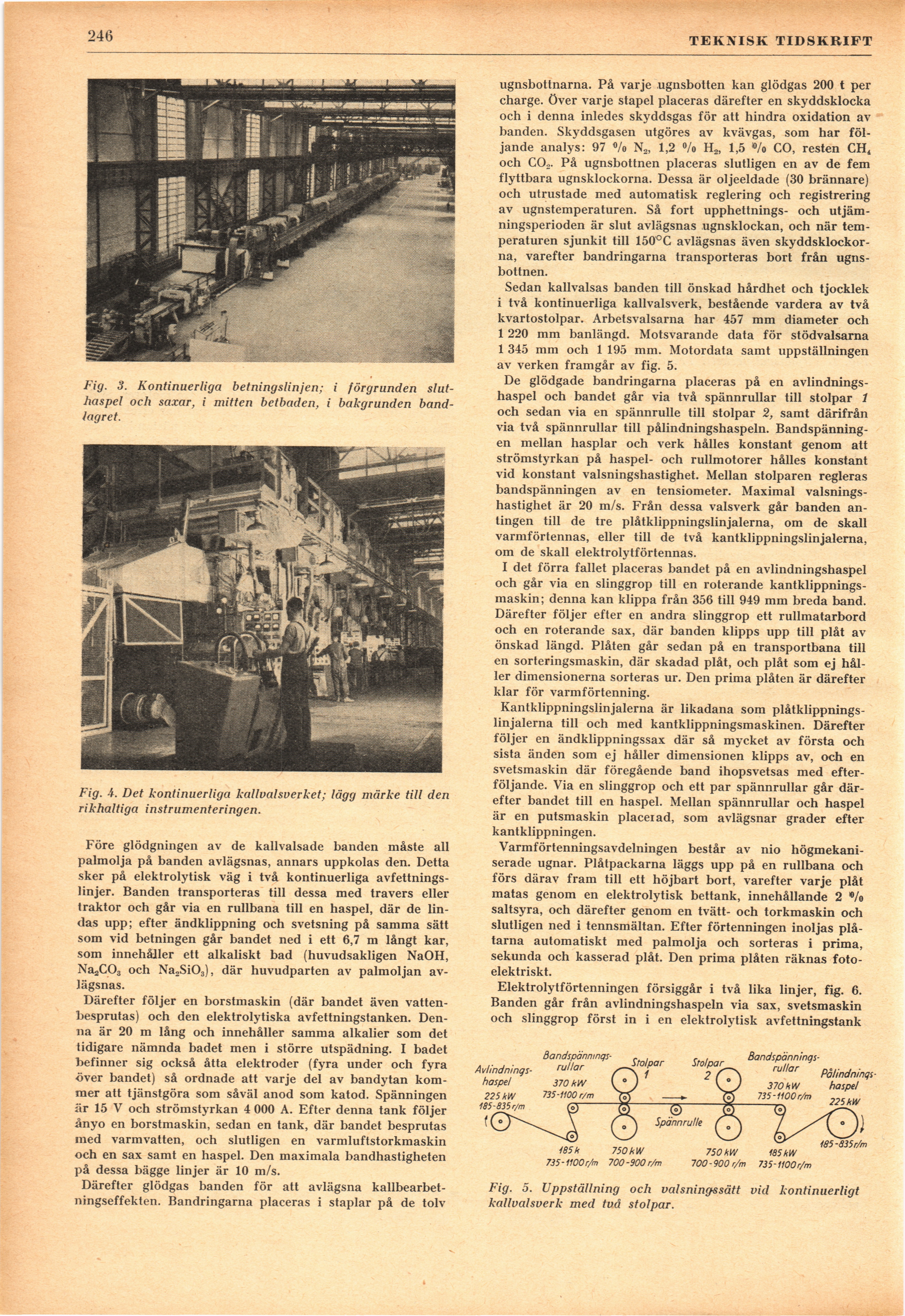
Sedan kallvalsas banden till önskad hårdhet och tjocklek
i två kontinuerliga kallvalsverk, bestående vardera av två
kvartostolpar. Arbetsvalsarna har 457 mm diameter och
1 220 mm banlängd. Motsvarande data för stödvalsarna
1 345 mm och 1 195 mm. Motordata samt uppställningen
av verken framgår av fig. 5.
De glödgade bandringarna placeras på en
avlindnings-haspel och bandet går via två spännrullar till stolpar 1
och sedan via en spännrulle till stolpar 2, samt därifrån
via två spännrullar till pålindningshaspeln.
Bandspänningen mellan hasplar och verk hålles konstant genom att
strömstyrkan på haspel- och rullmotorer hålles konstant
vid konstant valsningshastighet. Mellan stolparen regleras
bandspänningen av en tensiometer. Maximal
valsningshastighet är 20 m/s. Från dessa valsverk går banden
antingen till de tre plåtklippningslinjalerna, om de skall
varmförtennas, eller till de två kantklippningslinjalerna,
om de skall elektrolytförtennas.
I det förra fallet placeras bandet på en avlindningshaspel
och går via en slinggrop till en roterande
kantklippnings-maskin; denna kan klippa från 356 till 949 mm breda band.
Därefter följer efter en andra slinggrop ett rullmatarbord
och en roterande sax, där banden klipps upp till plåt av
önskad längd. Plåten går sedan på en transportbana till
en sorteringsmaskin, där skadad plåt, och plåt som ej
håller dimensionerna sorteras ur. Den prima plåten är därefter
klar för varmförtenning.
Kantklippningslinjalerna är likadana som
plåtklippningslinjalerna till och med kantklippningsmaskinen. Därefter
följer en ändklippningssax där så mycket av första och
sista änden som ej håller dimensionen klipps av, och en
svetsmaskin där föregående band ihopsvetsas med
efterföljande. Via en slinggrop och ett par spännrullar går
därefter bandet till en haspel. Mellan spännrullar och haspel
är en putsmaskin placerad, som avlägsnar grader efter
kantklippningen.
Varmförtenningsavdelningen består av nio
högmekani-serade ugnar. Plåtpackarna läggs upp på en rullbana och
förs därav fram till ett höjbart bort, varefter varje plåt
matas genom en elektrolytisk bettank, innehållande 2 "Vo
saltsyra, och därefter genom en tvätt- och torkmaskin och
slutligen ned i tennsmältan. Efter förtenningen inoljas
plåtarna automatiskt med palmolja och sorteras i prima,
sekunda och kasserad plåt. Den prima plåten räknas
foto-elektriskt.
Elektrolytförtenningen försiggår i två lika linjer, fig. 6.
Banden går från avlindningshaspeln via sax, svetsmaskin
och slinggrop först in i en elektrolytisk avfettningstank
Fig. 5. Uppställning och valsningssätt vid kontinuerligt
kallvalsverk med tvä stolpar.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}