
Full resolution (JPEG) - On this page / på denna sida - H. 18. 5 maj 1953 - Kan den helautomatiska fabriken bli verklighet?
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
374
TEKNISK TIDSKRIFT
(Tekn. T. 1946 s. 33) överförs petroleum till bensin och
andra produkter genom upphettning med en katalysator
som möjliggör användande av lägre temperatur och tryck
än vid termisk krackning. Huvudreaktionerna sker i ett
reaktionskärl i vilket införs en blandning av råolja, ånga
och het katalysator i pulverform.
Genom upphettningen drivs olje- och vattenånga av, vilka
går till en fraktioneringskolonn. Katalysatorn flyter till en
avdrivare, där den befrias från vidhäftande olja, och sedan
till regenerering vid vilken under krackningsreaktionen
utfällt kol bränns bort. Slutligen återförs den genom en
kylare (för inställning av önskad temperatur) till
reaktionskärlet. I fraktioneringskolonnen skiljs
bensinfraktioner från tyngre oljor. De förra går genom flera
destillationsprocesser, de senare kan återföras till
kracknings-kärlet.
Katalytisk krackning är alltså en kombination av flera
helt olika processer, men i en modern anläggning är dessa
oskiljaktigt förenade genom regleringsmekanismer21. Under
de senaste tolv åren har man i USA byggt ca 70 sådana
anläggningar. De första har en instrumentering bestående
av ca 100 element, en av de senaste 500. Många av dessa
är visarinstrument och skrivare, men ca 150 utför
automatisk reglering. Ett diagram som visar alla föreningar
mellan de senare instrumenten är ytterligt komplicerat och
en mycket kortfattad beskrivning av hela kontrollsystemet
blir en ganska tjock bok.
I kontrollrummet övervakar apparatförare instrumenten.
De justerar dessa då och då men övertar bara i
undantagsfall större delen av deras funktioner. Undantar man fall
då större fel uppstår, regleras anläggningen manuellt bara
när den körs i gång eller stoppas vilket normalt sker en
gång om året. På instrumenttavlorna i kontrollrummet
finns många ting: instrument som visar tryck, temperatur
osv. på många olika punkter i apparaturen, ventilers och
jfegleringsinstruments ställning, rattar för användning vid
manuell reglering, alarm- och säkerhetsanordningar.
Apparatförarnas uppgift är framför allt att ge akt på
abnorma ställningar hos instrumenten och genast utföra
de omställningar som behövs för att kompensera dem.
Då och då får de rapporter från laboratorier, där man
bestämmer produkternas sammansättning och kvalitet, och
de måste veta vilka manuella justeringar av
regleringsinstrumenten som på grund av analysresultaten behöver
göras för att önskade produkter skall erhållas.
Oljeraffinering och kanske några andra kontinuerliga
processer har nu blivit så komplicerade att
instrumenttavlor av den typ som tidigare använts blir för stora och
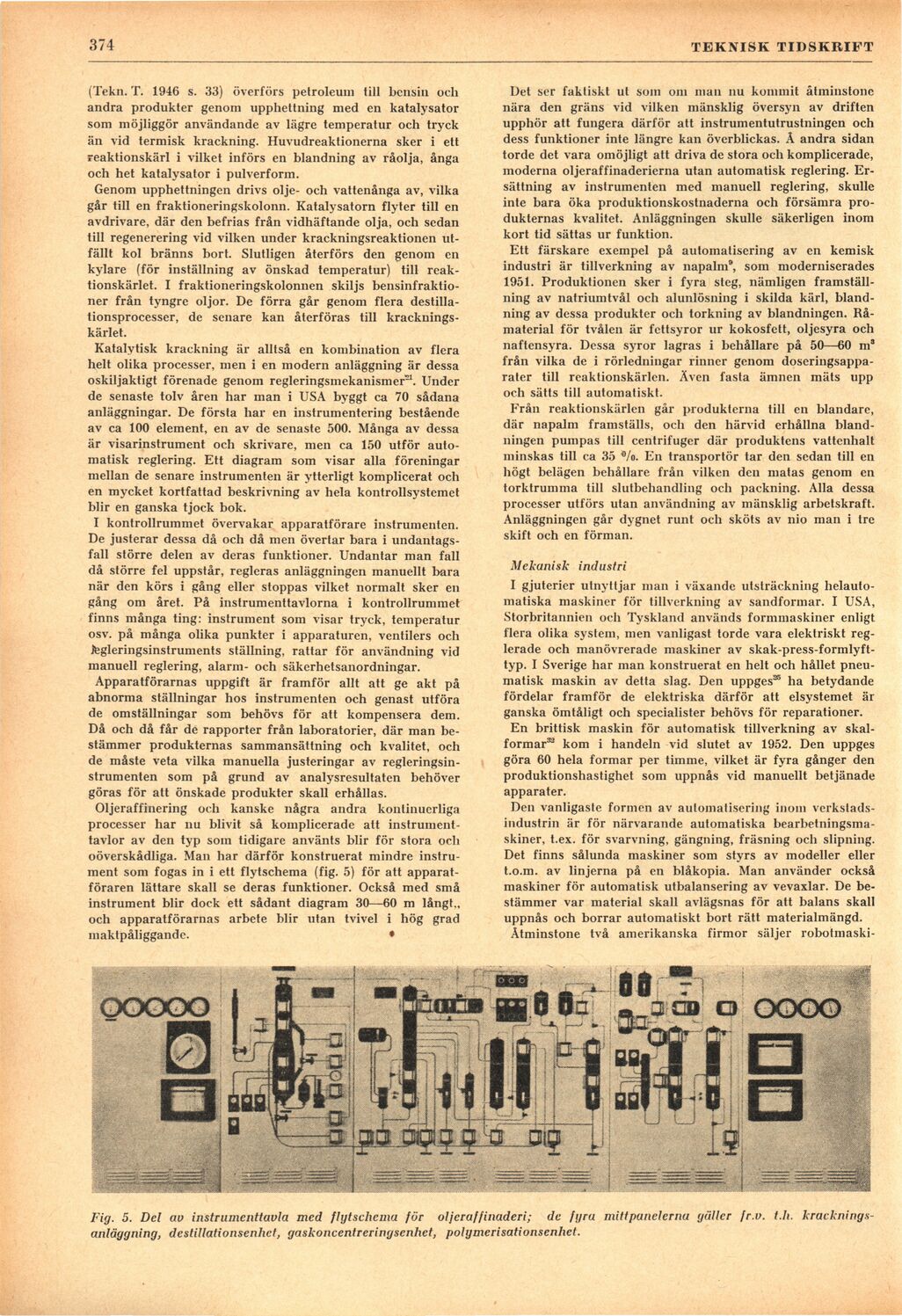
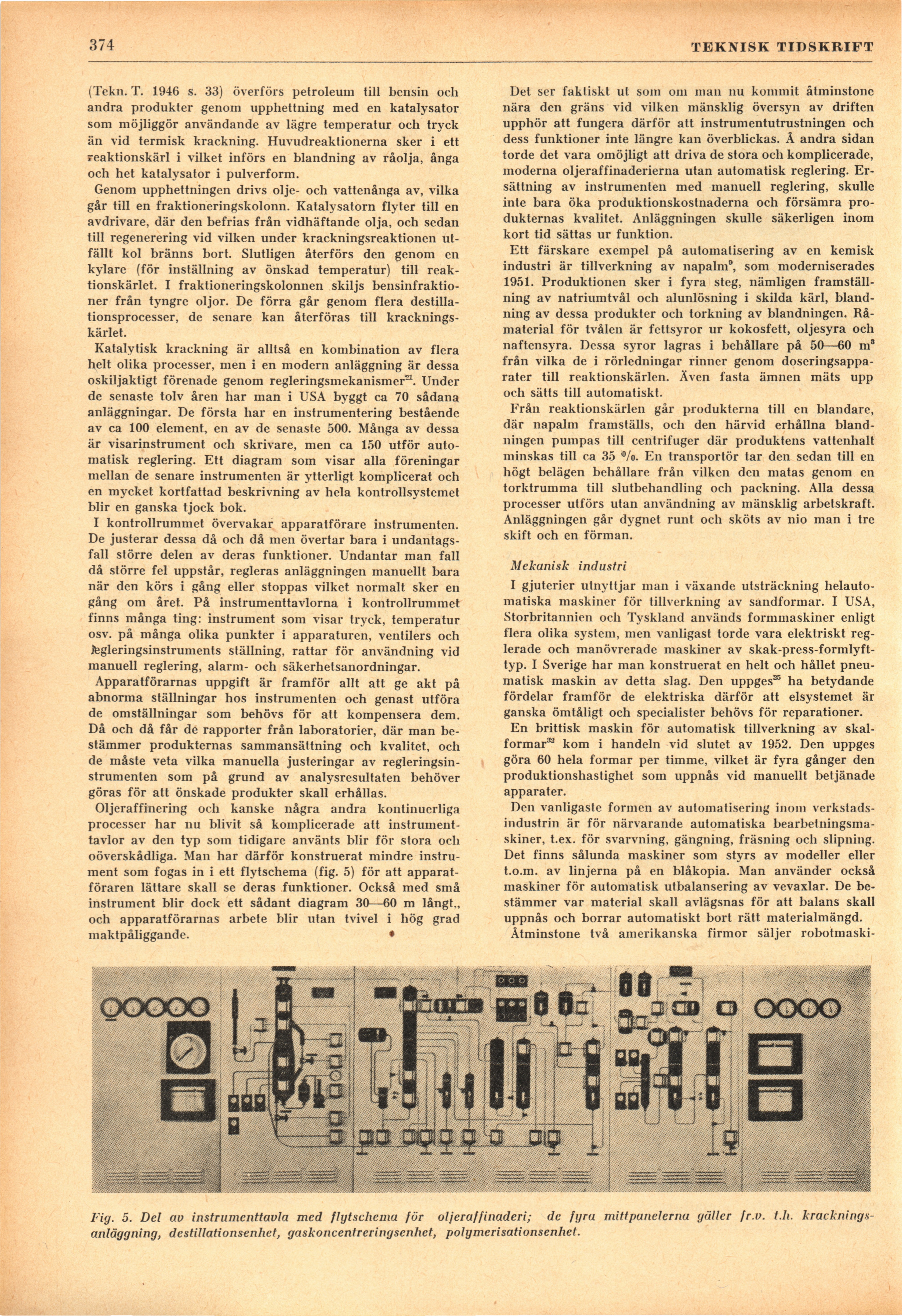
oöverskådliga. Man har därför konstruerat mindre
instrument som fogas in i ett flytschema (fig. 5) för att
apparatföraren lättare skall se deras funktioner. Också med små
instrument blir dock ett sådant diagram 30—60 m långt.,
och apparatförarnas arbete blir utan tvivel i hög grad
maktpåliggande. •
Det ser faktiskt ut som om nian nu kommit åtminstone
nära den gräns vid vilken mänsklig översyn av driften
upphör att fungera därför att instrumentutrustningen och
dess funktioner inte längre kan överblickas. Å andra sidan
torde det vara omöjligt att driva de stora ocli komplicerade,
moderna oljeraffinaderierna utan automatisk reglering.
Ersättning av instrumenten med manuell reglering, skulle
inte bara öka produktionskostnaderna och försämra
produkternas kvalitet. Anläggningen skulle säkerligen inom
kort tid sättas ur funktion.
Ett färskare exempel på automatisering av en kemisk
industri är tillverkning av napalm®, som moderniserades
1951. Produktionen sker i fyra steg, nämligen
framställning av natriumtvål och alunlösning i skilda kärl,
blandning av dessa produkter och torkning av blandningen.
Råmaterial för tvålen är fettsyror ur kokosfett, oljesyra och
naftensyra. Dessa syror lagras i behållare på 50—60 m3
från vilka de i rörledningar rinner genom
doseringsapparater till reaktionskärlen. Även fasta ämnen mäts upp
och sätts till automatiskt.
Från reaktionskärlen går produkterna till en blandare,
där napalm framställs, och den härvid erhållna
blandningen pumpas till centrifuger där produktens vattenhalt
minskas till ca 35 ®/o. En transportör tar den sedan till en
högt belägen behållare från vilken den matas genom en
torktrumma till slutbehandling och packning. Alla dessa
processer utförs utan användning av mänsklig arbetskraft.
Anläggningen går dygnet runt och sköts av nio man i tre
skift och en förman.
Mekanisk industri
I gjuterier utnyttjar man i växande utsträckning
helautomatiska maskiner för tillverkning av sandformar. I USA,
Storbritannien och Tyskland används formmaskiner enligt
flera olika system, men vanligast torde vara elektriskt
reglerade och manövrerade maskiner av
skak-press-formlyft-typ. I Sverige har man konstruerat en helt och hållet
pneumatisk maskin av detta slag. Den uppges25 ha betydande
fördelar framför de elektriska därför att elsystemet är
ganska ömtåligt och specialister behövs för reparationer.
En brittisk maskin för automatisk tillverkning av
skalformar33 kom i handeln vid slutet av 1952. Den uppges
göra 60 hela formar per timme, vilket är fyra gånger den
produktionshastighet som uppnås vid manuellt betjänade
apparater.
Den vanligaste formen av automatisering inom
verkstadsindustrin är för närvarande automatiska
bearbetningsmaskiner, t.ex. för svarvning, gängning, fräsning och slipning.
Det finns sålunda maskiner som styrs av modeller eller
t.o.m. av linjerna på en blåkopia. Man använder också
maskiner för automatisk utbalansering av vevaxlar. De
bestämmer var material skall avlägsnas för att balans skall
uppnås och borrar automatiskt bort rätt materialmängd.
Åtminstone två amerikanska firmor säljer robotmaski-
Fig. 5. Del au instrumenttavla med flytschema för oljeraffinaderi; de fyra mittpanelemu (/äller fr.v. t.h.
kracknings-anläggning, destillationsenhct, gaskoncentreringsenhet, polymerisationsenhet.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}