
Full resolution (JPEG) - On this page / på denna sida - H. 18. 5 maj 1953 - Kan den helautomatiska fabriken bli verklighet?
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
12 maj 1953
375
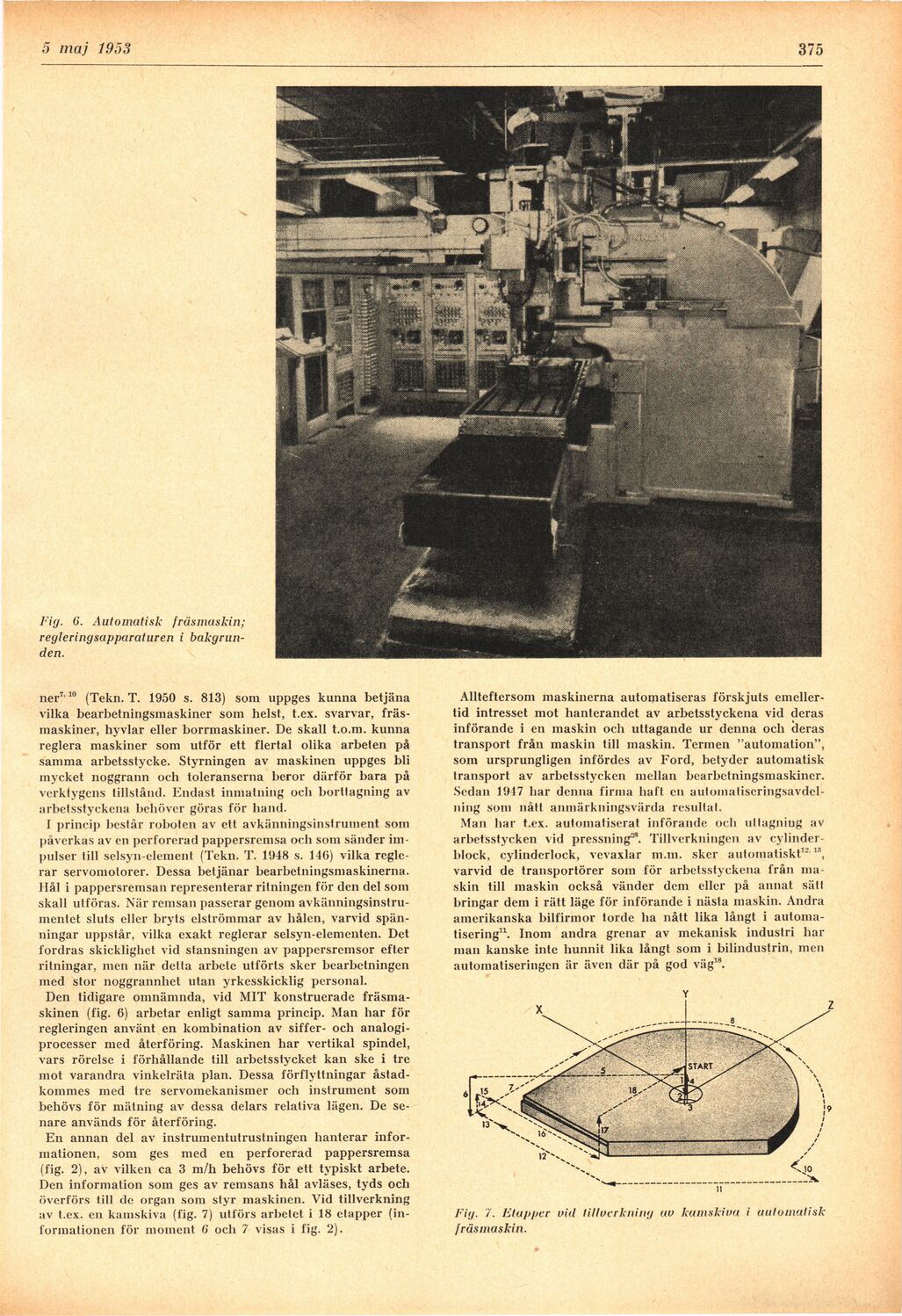
Fig. G. Automatisk fräsmaskin;
regleringsapparaturen i
bakgrunden.
ner7,10 (Tekn. T. 1950 s. 813) som uppges kunna betjäna
vilka bearbetningsmaskiner som helst, t.ex. svarvar,
fräsmaskiner, hyvlar eller borrmaskiner. De skall t.o.m. kunna
reglera maskiner som utför ett flertal olika arbeten på
samma arbetsstycke. Styrningen av maskinen uppges bli
mycket noggrann och toleranserna beror därför bara på
verktygens tillstånd. Endast inmatning och borttagning av
arbetsstyckena behöver göras för hand.
1 princip består roboten av ett avkänningsinstrument som
påverkas av en perforerad pappersremsa och som sänder
impulser till selsyn-element (Tekn. T. 1948 s. 110) vilka
reglerar servomotorer. Dessa betjänar bearbetningsmaskinerna.
Hål i pappersremsan representerar ritningen för den del som
skall utföras. När remsan passerar genom
avkänningsinstru-mcntct sluts eller bryts elströmmar av hålen, varvid
spänningar uppstår, vilka exakt reglerar selsyn-elemcnten. Det
fordras skicklighet vid stansningen av pappersremsor efter
ritningar, men när detta arbete utförts sker bearbetningen
med stor noggrannhet utan yrkesskicklig personal.
Den tidigare omnämnda, vid MIT konstruerade
fräsmaskinen (fig. 6) arbetar enligt samma princip. Man har för
regleringen använt en kombination av siffer- och
analogiprocesser med återföring. Maskinen har vertikal spindel,
vars rörelse i förhållande till arbetsstycket kan ske i tre
mot varandra vinkelräta plan. Dessa förflyttningar
åstadkommes med tre servomekanismer och instrument som
behövs för mätning av dessa delars relativa lägen. De
senare används för återföring.
En annan del av instrumentutrustningen hanterar
informationen, som ges med en perforerad pappersremsa
(fig. 2), av vilken ca 3 m/h behövs för ett typiskt arbete.
Den information som ges av remsans hål avläses, tyds och
överförs titi de organ som styr maskinen. Vid tillverkning
av t.ex. en kamskiva (fig. 7) utförs arbetet i 18 etapper
(informationen för moment 6 och 7 visas i fig. 2).
Allteftersom maskinerna automatiseras förskjuts
emellertid intresset mot hanterandet av arbetsstyckena vid deras
införande i en maskin och uttagande ur denna och deras
transport från maskin till maskin. Termen "automation",
som ursprungligen infördes av Ford, betyder automatisk
transport av arbetsstycken mellan bearbetningsmaskiner.
Sedan 1917 har denna firma liaft en
automatiscringsavdel-ning som nått anmärkningsvärda resultat.
Man har t.ex. automatiserat införande och uttagning av
arbetsstycken vid pressning3*. Tillverkningen av
cylinderblock, cylinderlock, vevaxlar m.m. sker automatiskt1213,
varvid de transportörer som för arbetsstyckena från
maskin till maskin också vänder dem eller på annat sätt
bringar dem i rätt läge för införande i nästa maskin. Andra
amerikanska bilfirmor torde ha nått lika långt i
automatisering11. Inom andra grenar av mekanisk industri har
man kanske inte hunnit lika långt som i bilindustrin, men
automatiseringen är även där på god väg18.
Y
Fig. 7. Etapper vid tillverkning av kamskiva i automatisk
fräsmaskin.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}