
Full resolution (JPEG) - On this page / på denna sida - H. 20. 19 maj 1953 - Andras erfarenheter - Stora formpressade föremål av plast, av SHl - Konstruktion av hårdlödda fogar, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
434
TEKNISK TIDSKRIFT
Tabell 1. Hårdlod för sammanfogning av delar av samma metall eller av olika metaller
Al och
Al-legeringar Mg och
Mg-legeringar Ni och
Ni-legeringar Kolstål och låglegerade stål Rostfria stål järn Cu ocli
Cu-legeringar Höglegerade stål [-Värmebeständiga-] {+Värmebestän- diga+} stål
Al och Al-legeringar BAlSi
Mg och Mg-legeringar BMg
Ni och Ni-legeringar BAg, BCu BCuZn BNiCr
Kolstål och låglegerade stål BAg, BCu BCuZn BNiCr BAg, BCu BCuZn BNiCr
Rostfria stål BAg, BCu BCuZn BNiCr BAg, BCu BCuZn BNiCr BAg, BCu BCuZn BNiCr
Järn BAg, BCu BCuZn BAg, BCu BCuZn BAg, BCu BCuZn BAg, BCu BCuZn
Cu och Cu-legeringar BAg BCuZn BAg BCuZn BAg BCuZn BAg BAg, BCuP BCuZn BCuZn
Höglegerade stål BAg, BCu BCuZn BAg, BCu BCuZn BAg, BCu BCuZn BAg, BCu BAg BCuZn BCuZn BAg, BCu BCuZn
Värmebeständiga stål BAg, BCu BCuZn BNiCr BAg, BCu BCuZn BNiCr BAg, BCu BCuZn BAgMn BNiCr BAg, BCu BAg BCuZn BCuZn BNiCr BAg, BCu BCuZn BAg, BCu BCuZn BAgMn BNiCr
Av olika plasttyper används mest fenoplaster, men trots
att den är svårare att pressa utnyttjas också
karbamid-plast därför att den är tillgänglig i flera färgnyanser.
Mel-aminplast torde så småningom komma att få stor
användning därför att den kan formas snabbare än de båda
andra (Business Week 3 jan. 1953). SHl
Konstruktion av hårdlödda fogar. Man använder bara
två huvudtyper av lödskarvar, nämligen stum- och
överlappsfogar, men många varianter och kombinationer av
dessa förekommer, överlappsfogar bör om möjligt alltid
användas därför att de lättast kan göras fullständigt täta
och genom avpassning av överlappsytan kan ges lika stor
hållfasthet som grundmetallen även om lodets är mindre.
Stumfogar har inte överlappsfogarnas olägenhet att öka
materialets tjocklek, men deras skarvyta är begränsad till
det ena arbetsstyckets tvärsnittsarea. För att fogen skall
få lika stor hållfasthet som grundmetallen måste ett lod
med dennas hållfasthet användas, och fogen måste vara
fullständigt felfri.
Lodets mekaniska egenskaper är sällan lika goda som
grundmetallens; i vanliga fall är dess hållfasthet betydligt
mindre än dennas. Den beror också på spelrummet i fogen
vid lödningen och på felaktigheter hos lodet, t.ex.
porositet, flussmedelsinneslutningar och olödda områden. De
lodtyper (betecknade enligt AWS-ASTM) som
rekommenderas för olika grundmetaller har sammanställts i tab. 1.
När två grundmetaller med olika
värmeutvidgningskoeffi-cient sammanfogas måste man se till att spänningar, som
kan orsaka brott i grundmetall eller fog, inte uppstår
under eller efter lödningen. Med växande spelrum vid
lödningen stiger fogens hållfasthet först till ett maximum och
faller sedan till det gjutna lodets. Skall två ungefär lika
stora stycken av samma metall fogas ihop, kan spelrummet
ställas in vid rumstemperatur. Är de båda metallstyckena
mycket olika stora eller är de av material med olika
utvidgningskoefficienter, måste man beräkna spelrummet så
att det blir lagom stort vid lödtemperaturen. Detta är
givetvis särskilt viktigt när det ena metallstycket inpassas i
det andra.
För loden BAg, BCuAu, BCuZn, BNiCr och BAgMn
rekommenderas ett spelrum på 0,05—0,12 mm och för BMg
0,10—0,25 mm. För BAlSi används lämpligen 0,15—0,25
mm spelrum vid överlappning på mindre än 6 mm och
0,25—0,6 mm vid större överlappning. Vid kopparlödning
(BCu) uppnås största foghållfasthet när spelrummet är så
litet som möjligt, dvs. när ytorna pressas samman vid
lödningen. Det bör inte överstiga 0,05 mm. Vid mindre
spelrum än de angivna försvagas fogarna genom uppkomst
av olödda områden, inneslutningar av flussmedel m.m.
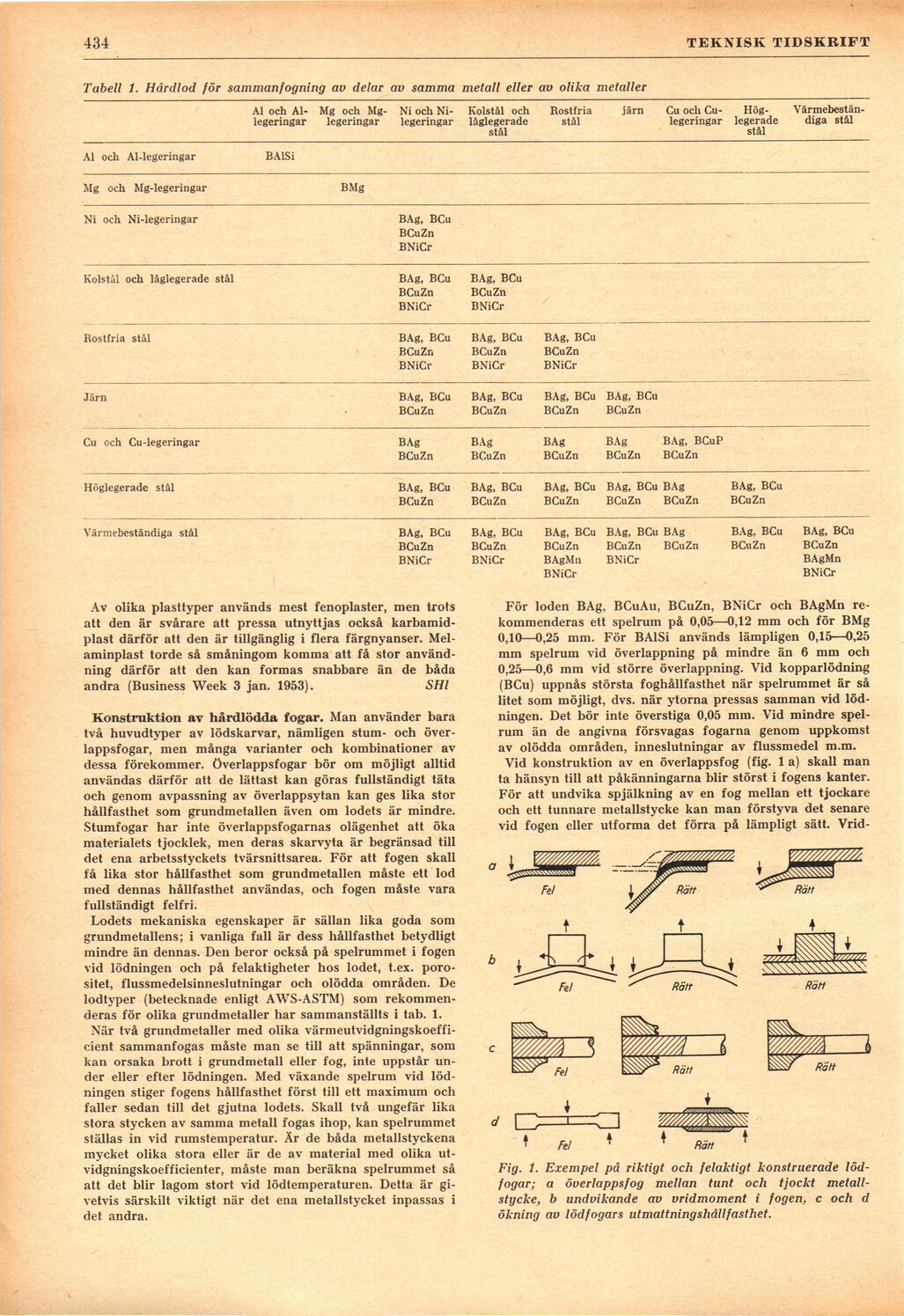
Vid konstruktion av en överlappsfog (fig. 1 a) skall man
ta hänsyn till att påkänningarna blir störst i fogens kanter.
För att undvika spjälkning av en fog mellan ett tjockare
och ett tunnare metallstycke kan man förstyva det senare
vid fogen eller utforma det förra på lämpligt sätt. Vrid-
Fig. 1. Exempel på riktigt och felaktigt konstruerade
löd-fogar; a överlappsfog mellan tunt och tjockt
metallstycke, b undvikande av vridmoment i fogen, c och d
ökning av lödfogars utmattningshållfasthet.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}