
Full resolution (JPEG) - On this page / på denna sida - H. 20. 19 maj 1953 - Andras erfarenheter - Konstruktion av hårdlödda fogar, av SHl - Friktionen mellan aluminium och andra metaller, av SHl - Skumsläckning av brinnande sprit, av SHl - Sprödbrott i svetsade fartyg, av CS - Metylvinylpyridin, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
12 maj 1953
435
Rätt
och dynamisk friktionskoefficient mindre än för någon
annan kombination och koefficienternas ändring med
trycket är relativt liten (Engineers’ Digest jan. 1953). SHI
Skumsläckning av brinnande sprit. En amerikansk
firma saluför en skumvätska som utspädd till en 6 ®/o
vattenblandning kan sprutas till skum. Detta uppges vara
stabilare än något tidigare känt. Efter påförandet är det
effektivt nästan 50 gånger längre tid än andra stabila
skum. Det bryts inte ned av något av de kända
vattenlösliga lösningsmedlen. Till utspädning kan man använda
sött eller salt vatten.
Den nya skumvätskan rekommenderas för släckning av
bränder i vattenlösliga lösningsmedel, t.ex. alkohol, och
särskilt blandningar av dessa med petroleumprodukter.
Sådana bränder är nämligen svåra att släcka därför att
varken vatten eller skuin är lämpliga släckningsmedel;
det förra blandar sig inte med olja och det senare slås ned
relativt snabbt av vattenlösliga lösningsmedel.
Utom goda egenskaper har produkten emellertid vissa
nackdelar. Det skumbildande ämnet faller genast ut vid
utspädning med vatten och sätter sig ganska snabbt.
Vattenblandningen är fullt effektiv bara under några minuter
efter urspädningen, och produkten kan därför inte
användas i släckningssystem för färdigblandad skumvätska. Den
rekommenderas inte heller för släckning av oljebränder då
den är dyrare än lika effektiva äldre skumvätskor
(Chemical Engineering dec. 1952). SHI
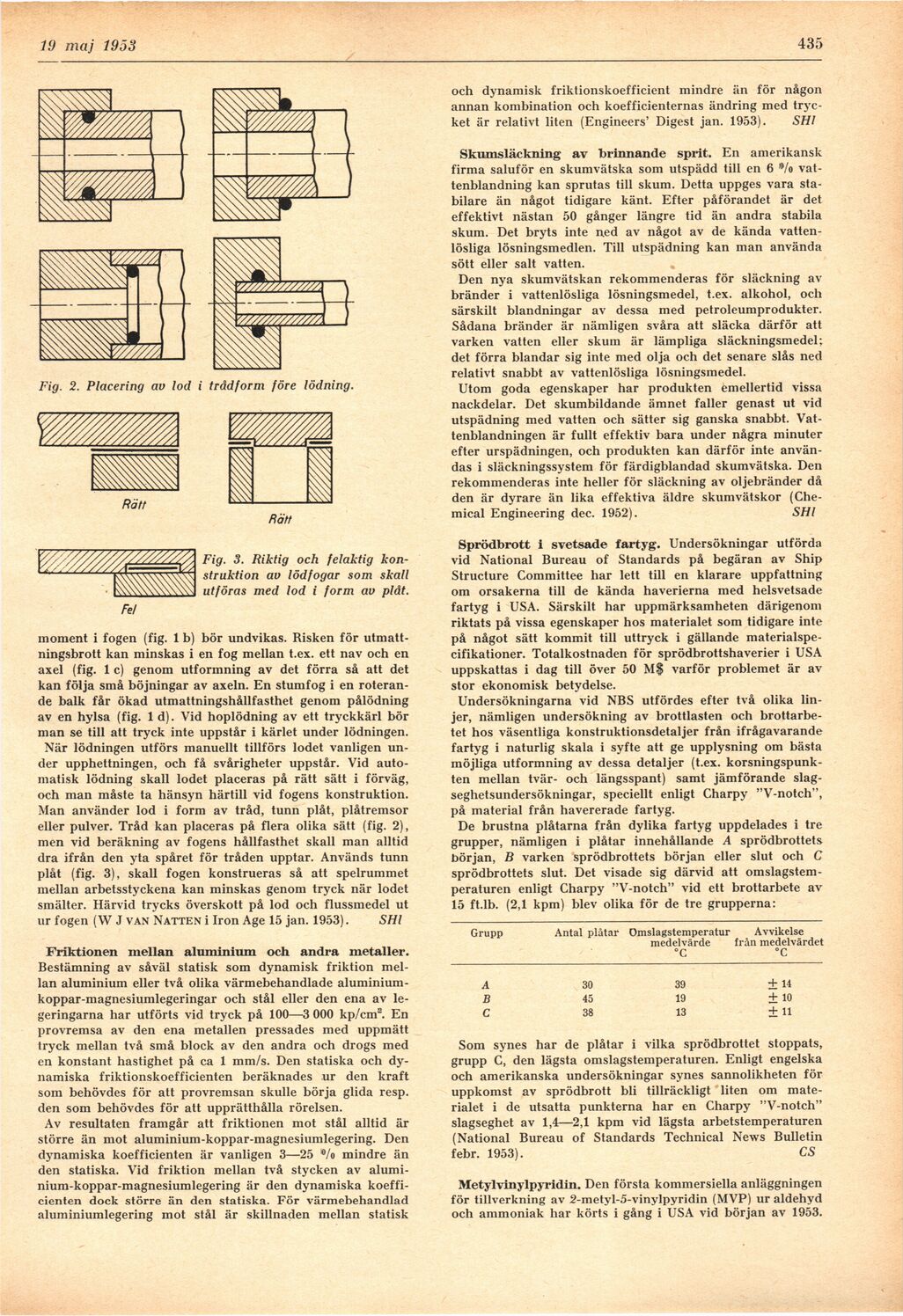
moment i fogen (fig. 1 b) bör undvikas. Risken för
utmattningsbrott kan minskas i en fog mellan t.ex. ett nav och en
axel (fig. 1 c) genom utformning av det förra så att det
kan följa små böjningar av axeln. En stumfog i en
roterande balk får ökad utmattningshållfasthet genom pålödning
av en hylsa (fig. 1 d). Vid hoplödning av ett tryckkärl bör
man se till att tryck inte uppstår i kärlet under lödningen.
När lödningen utförs manuellt tillförs lodet vanligen
under upphettningen, och få svårigheter uppstår. Vid
automatisk lödning skall lodet placeras på rätt sätt i förväg,
och man måste ta hänsyn härtill vid fogens konstruktion.
Man använder lod i form av tråd, tunn plåt, plåtremsor
eller pulver. Tråd kan placeras på flera olika sätt (fig. 2),
men vid beräkning av fogens hållfasthet skall man alltid
dra ifrån den yta spåret för tråden upptar. Används tunn
plåt (fig. 3), skall fogen konstrueras så att spelrummet
mellan arbetsstyckena kan minskas genom tryck när lodet
smälter. Härvid trycks överskott på lod och flussmedel ut
ur fogen (W J van Natten i Iron Age 15 jan. 1953). SHI
Friktionen mellan aluminium och andra metaller.
Bestämning av såväl statisk som dynamisk friktion
mellan aluminium eller två olika värmebehandlade
aluminiumkoppar-magnesiumlegeringar och stål eller den ena av
legeringarna har utförts vid tryck på 100—3 000 kp/cm2. En
provremsa av den ena metallen pressades med uppmätt
tryck mellan två små block av den andra och drogs med
en konstant hastighet på ca 1 mm/s. Den statiska och
dynamiska friktionskoefficienten beräknades ur den kraft
som behövdes för att provremsan skulle börja glida resp.
den som behövdes för att upprätthålla rörelsen.
Av resultaten framgår att friktionen mot stål alltid är
större än mot aluminium-koppar-magnesiumlegering. Den
dynamiska koefficienten är vanligen 3—25 Vo mindre än
den statiska. Vid friktion mellan två stycken av
aluminium-koppar-magnesiumlegering är den dynamiska
koefficienten dock större än den statiska. För värmebehandlad
aluminiumlegering mot stål är skillnaden mellan statisk
Sprödbrott i svetsade fartyg. Undersökningar utförda
vid National Bureau of Standards på begäran av Ship
Structure Committee har lett till en klarare uppfattning
om orsakerna till de kända haverierna med helsvetsade
fartyg i USA. Särskilt har uppmärksamheten därigenom
riktats på vissa egenskaper hos materialet som tidigare inte
på något sätt kommit till uttryck i gällande
materialspecifikationer. Totalkostnaden för sprödbrottshaverier i USA
uppskattas i dag till över 50 M$ varför problemet är av
stor ekonomisk betydelse.
Undersökningarna vid NBS utfördes efter två olika
linjer, nämligen undersökning av brottlasten och
brottarbetet hos väsentliga konstruktionsdetaljer från ifrågavarande
fartyg i naturlig skala i syfte att ge upplysning om bästa
möjliga utformning av dessa detaljer (t.ex.
korsningspunkten mellan tvär- och längsspant) samt jämförande
slag-seghetsundersökningar, speciellt enligt Charpy "V-notch",
på material från havererade fartyg.
De brustna plåtarna från dylika fartyg uppdelades i tre
grupper, nämligen i plåtar innehållande A sprödbrottets
början, B varken sprödbrottets början eller slut och C
sprödbrottets slut. Det visade sig därvid att
omslagstemperaturen enligt Charpy "V-notch" vid ett brottarbete av
15 ft.lb. (2,1 kpm) blev olika för de tre grupperna:
Grupp Antal plåtar Omslagstemperatur Avvikelse
medelvärde från medelvärdet
°C °C
A 30 39 + 14
B 45 19 ± 10
C 38 13 ± 11
Som synes har de plåtar i vilka sprödbrottet stoppats,
grupp C, den lägsta omslagstemperaturen. Enligt engelska
och amerikanska undersökningar synes sannolikheten för
uppkomst av sprödbrott bli tillräckligt liten om
materialet i de utsatta punkterna har en Charpy "V-notch"
slagseghet av 1,4—2,1 kpm vid lägsta arbetstemperaturen
(National Bureau of Standards Technical News Bulletin
febr. 1953). CS
Metylvinylpyridin. Den första kommersiella anläggningen
för tillverkning av 2-metyl-5-vinylpyridin (MVP) ur aldehyd
och ammoniak har körts i gång i USA vid början av 1953.
Fig. 3. Riktig och felaktig
konstruktion av lödfogar som skall
utföras med lod i form av plåt.
Fig. 2. Placering av lod i trädform före lödning.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}