
Full resolution (JPEG) - On this page / på denna sida - H. 38. 20 oktober 1953 - Lättmetall inom skeppsbyggeriet, av Erik Ullman
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
20 oktober 1953
775
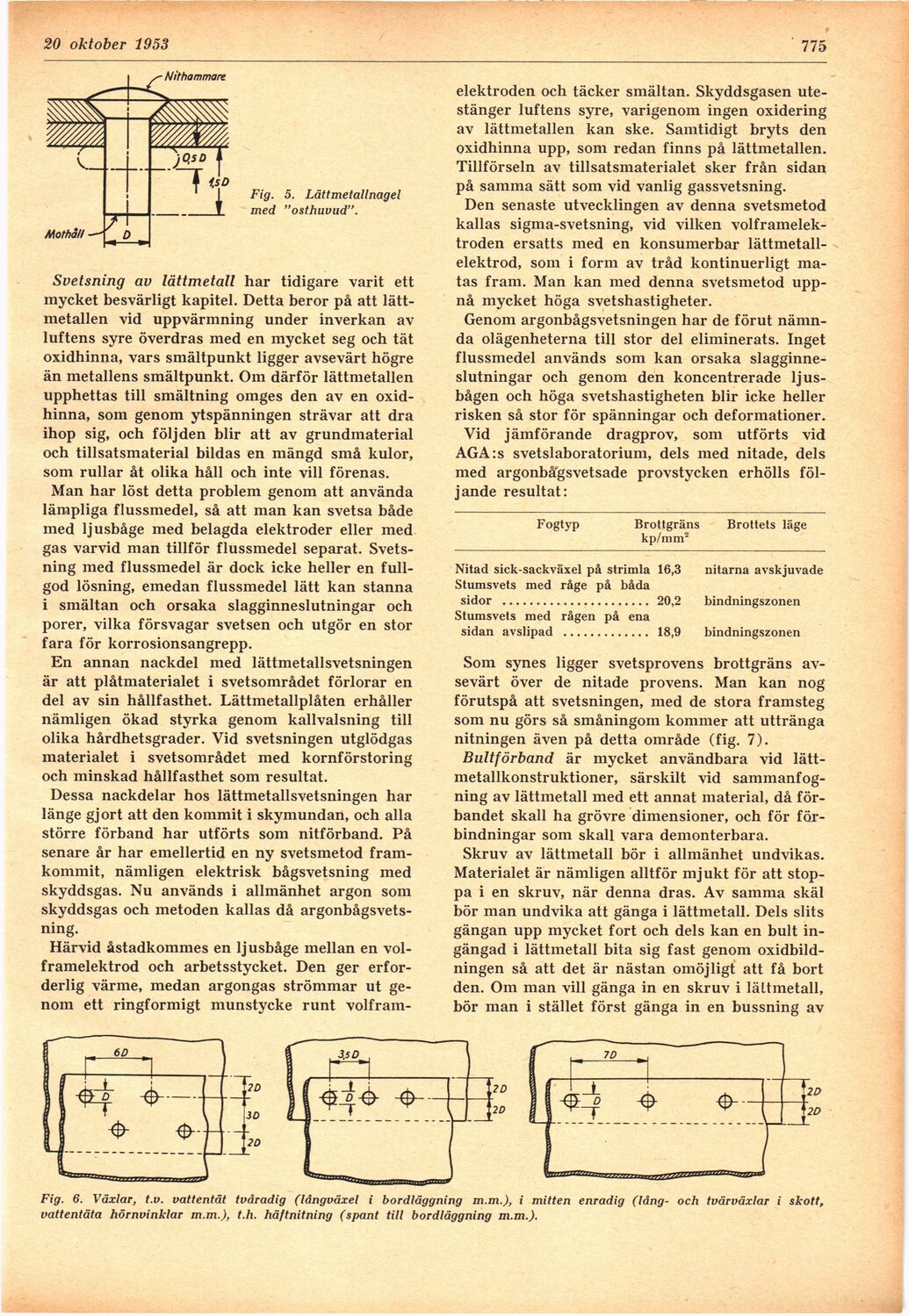
Fig. 5. Lättmetallnagel
med "osthuvud".
Svetsning av lättmetall har tidigare varit ett
mycket besvärligt kapitel. Detta beror på att
lättmetallen vid uppvärmning under inverkan av
luftens syre överdras med en mycket seg och tät
oxidhinna, vars smältpunkt ligger avsevärt högre
än metallens smältpunkt. Om därför lättmetallen
upphettas till smältning omges den av en
oxidhinna, som genom ytspänningen strävar att dra
ihop sig, och följden blir att av grundmaterial
och tillsatsmaterial bildas en mängd små kulor,
som rullar åt olika håll och inte vill förenas.
Man har löst detta problem genom att använda
lämpliga flussmedel, så att man kan svetsa både
med ljusbåge med belagda elektroder eller med
gas varvid man tillför flussmedel separat.
Svetsning med flussmedel är dock icke heller en
fullgod lösning, emedan flussmedel lätt kan stanna
i smältan och orsaka slagginneslutningar och
porer, vilka försvagar svetsen och utgör en stor
fara för korrosionsangrepp.
En annan nackdel med lättmetallsvetsningen
är att plåtmaterialet i svetsområdet förlorar en
del av sin hållfasthet. Lättmetallplåten erhåller
nämligen ökad styrka genom kallvalsning till
olika hårdhetsgrader. Vid svetsningen utglödgas
materialet i svetsområdet med kornförstoring
och minskad hållfasthet som resultat.
Dessa nackdelar hos lättmetallsvetsningen har
länge gjort att den kommit i skymundan, och alla
större förband har utförts som nitförband. På
senare år har emellertid en ny svetsmetod
framkommit, nämligen elektrisk bågsvetsning med
skyddsgas. Nu används i allmänhet argon som
skyddsgas och metoden kallas då
argonbågsvets-ning.
Härvid åstadkommes en ljusbåge mellan en
vol-framelektrod och arbetsstycket. Den ger
erforderlig värme, medan argongas strömmar ut
genom ett ringformigt munstycke runt volfram-
elektroden och täcker smältan. Skyddsgasen
utestänger luftens syre, varigenom ingen oxidering
av lättmetallen kan ske. Samtidigt bryts den
oxidhinna upp, som redan finns på lättmetallen.
Tillförseln av tillsatsmaterialet sker från sidan
på samma sätt som vid vanlig gassvetsning.
Den senaste utvecklingen av denna svetsmetod
kallas sigma-svetsning, vid vilken
volframelek-troden ersatts med en konsumerbar
lättmetall-elektrod, som i form av tråd kontinuerligt
matas fram. Man kan med denna svetsmetod
uppnå mycket höga svetshastigheter.
Genom argonbågsvetsningen har de förut
nämnda olägenheterna till stor del eliminerats. Inget
flussmedel används som kan orsaka
slagginneslutningar och genom den koncentrerade
ljusbågen och höga svetshastigheten blir icke heller
risken så stor för spänningar och deformationer.
Vid jämförande dragprov, som utförts vid
AGA:s svetslaboratorium, dels med nitade, dels
med argonbägsvetsade provstycken erhölls
följande resultat:
Fogtyp Brottgräns Brottets läge
kp/mm"
Nitad sick-sackväxel på strimla 16,3 nitarna avskjuvade
Stumsvets med råge på båda
sidor ...................... 20,2 bindningszonen
Stumsvets med rågen på ena
sidan avslipad ............. 18,9 bindningszonen
Som synes ligger svetsprovens brottgräns
avsevärt över de nitade provens. Man kan nog
förutspå att svetsningen, med de stora framsteg
som nu görs så småningom kommer att uttränga
nitningen även på detta område (fig. 7).
Bultförband är mycket användbara vid
lätt-metallkonstruktioner, särskilt vid
sammanfogning av lättmetall med ett annat material, då
förbandet skall ha grövre dimensioner, och för
förbindningar som skall vara demonterbara.
Skruv av lättmetall bör i allmänhet undvikas.
Materialet är nämligen alltför mjukt för att
stoppa i en skruv, när denna dras. Av samma skäl
bör man undvika att gänga i lättmetall. Dels slits
gängan upp mycket fort och dels kan en bult
ingängad i lättmetall bita sig fast genom
oxidbildningen så att det är nästan omöjligt att få bort
den. Om man vill gänga in en skruv i lättmetall,
bör man i stället först gänga in en bussning av
Fig. 6. Växlar, t.v. vattentät tvåradig (långvåxel i bordläggning m.m.), i mitten enradig (lång- och tvärväxlar i skott,
vattentäta hörnvinklar m.m.), t.h. häftnitning (spant till bordläggning m.m.).
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}