
Full resolution (JPEG) - On this page / på denna sida - H. 38. 20 oktober 1953 - Lättmetall inom skeppsbyggeriet, av Erik Ullman
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
774
TEKNISK TIDSKRIFT
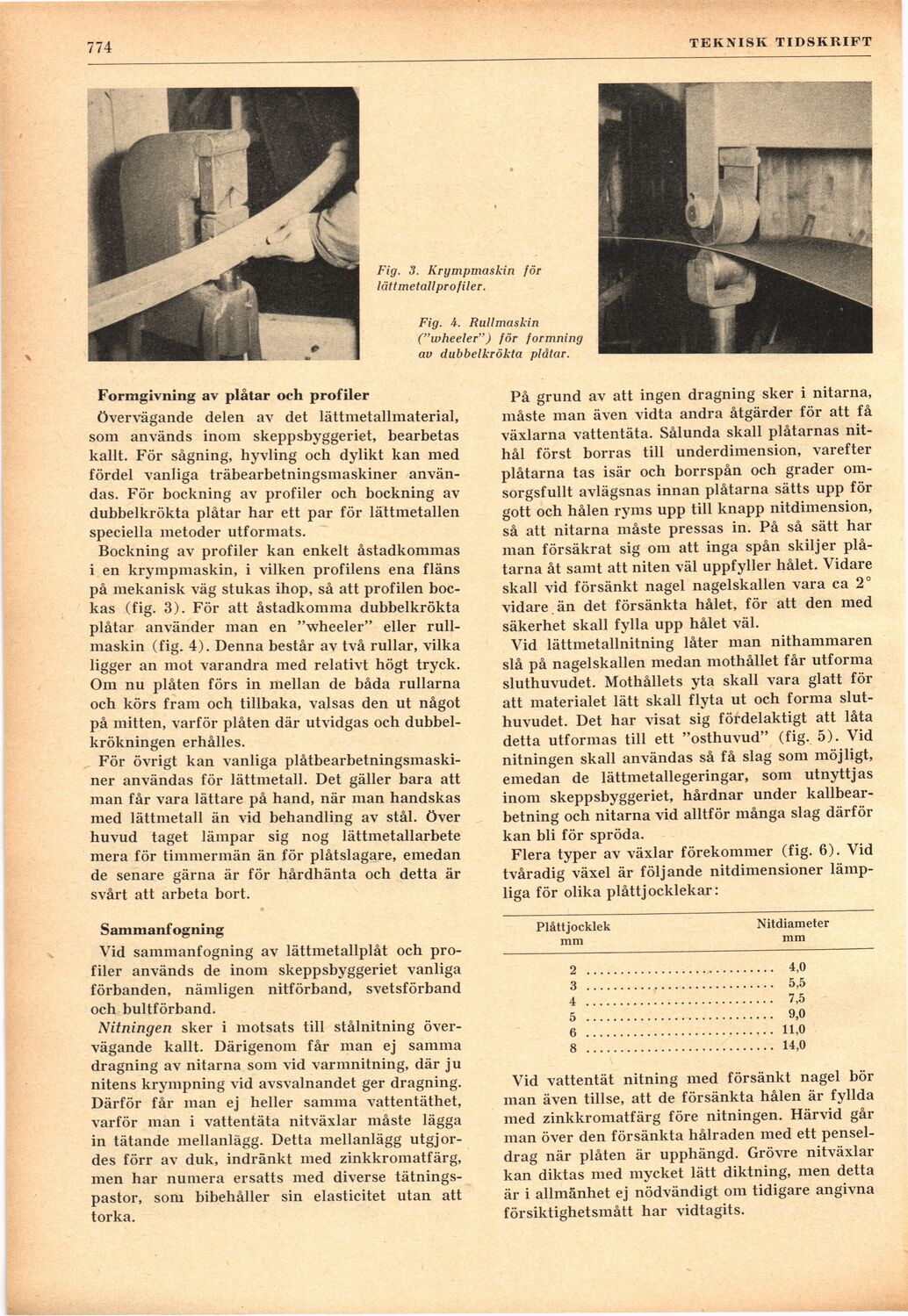
Fig. 3. Krympmaskin för
lätt metall pro filer.
Fig. 4. Rullmaskin
("wheeler") för formning
av dubbelkrökta plåtar.
Formgivning av plåtar och profiler
övervägande delen av det lättmetallmaterial,
som används inom skeppsbyggeriet, bearbetas
kallt. För sågning, hyvling och dylikt kan med
fördel vanliga träbearbetningsmaskiner
användas. För bockning av profiler och bockning av
dubbelkrökta plåtar har ett par för lättmetallen
speciella metoder utformats.
Bockning av profiler kan enkelt åstadkommas
i en krympmaskin, i vilken profilens ena fläns
på mekanisk väg stukas ihop, så att profilen
bockas (fig. 3). För att åstadkomma dubbelkrökta
plåtar använder man en "wheeler" eller
rullmaskin (fig. 4). Denna består av två rullar, vilka
ligger an mot varandra med relativt högt tryck.
Oin nu plåten förs in mellan de båda rullarna
och körs fram och tillbaka, valsas den ut något
på mitten, varför plåten där utvidgas och
dubbel-krökningen erhålles.
För övrigt kan vanliga
plåtbearbetningsmaski-ner användas för lättmetall. Det gäller bara att
man får vara lättare på hand, när man handskas
med lättmetall än vid behandling av stål. över
huvud taget lämpar sig nog lättmetallarbete
mera för timmermän än för plåtslagare, emedan
de senare gärna är för hårdhänta och detta är
svårt att arbeta bort.
Sammanfogning
Vid sammanfogning av lättmetallplåt och
profiler används de inom skeppsbyggeriet vanliga
förbanden, nämligen nitförband, svetsförband
och bultförband.
Nitningen sker i motsats till stålnitning
övervägande kallt. Därigenom får man ej samma
dragning av nitarna som vid varmnitning, där ju
nitens krympning vid avsvalnandet ger dragning.
Därför får man ej heller samma vattentäthet,
varför man i vattentäta nitväxlar måste lägga
in tätande mellanlägg. Detta mellanlägg
utgjordes förr av duk, indränkt med zinkkromatfärg,
men har numera ersatts med diverse
tätnings-pastor, som bibehåller sin elasticitet utan att
torka.
På grund av att ingen dragning sker i nitarna,
måste man även vidta andra åtgärder för att få
växlarna vattentäta. Sålunda skall plåtarnas
nithål först borras till underdimension, varefter
plåtarna tas isär och borrspån och grader
omsorgsfullt avlägsnas innan plåtarna sätts upp för
gott och hålen ryms upp till knapp nitdimension,
så att nitarna måste pressas in. På så sätt har
man försäkrat sig om att inga spån skiljer
plåtarna åt samt att niten väl uppfyller hålet. Vidare
skall vid försänkt nagel nagelskallen vara ca 2°
vidare än det försänkta hålet, för att den med
säkerhet skall fylla upp hålet väl.
Vid lättmetallnitning låter man nithammaren
slå på nagelskallen medan mothållet får utforma
sluthuvudet. Mothållets yta skall vara glatt för
att materialet lätt skall flyta ut och forma
sluthuvudet. Det har visat sig fördelaktigt att låta
detta utformas till ett "osthuvud" (fig. 5). Vid
nitningen skall användas så få slag som möjligt,
emedan de lättmetallegeringar, som utnyttjas
inom skeppsbyggeriet, hårdnar under
kallbearbetning och nitarna vid alltför många slag därför
kan bli för spröda.
Flera typer av växlar förekommer (fig. 6). Vid
tvåradig växel är följande nitdimensioner
lämpliga för olika plåttjocklekar:
Plåttjocklek Nitdiameter
mm mm
2 ............................ 4,0
3 ........................................................5,5
4 ........................................................7,5
5 ........................................................9,0
6 ........................................................11,0
8 ........................................................14,0
Vid vattentät nitning med försänkt nagel bör
man även tillse, att de försänkta hålen är fyllda
med zinkkromatfärg före nitningen. Härvid går
man över den försänkta hålraden med ett
penseldrag när plåten är upphängd. Grövre nitväxlar
kan diktas med mycket lätt diktning, men detta
är i allmänhet ej nödvändigt om tidigare angivna
försiktighetsmått har vidtagits.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}