
Full resolution (JPEG) - On this page / på denna sida - H. 38. 20 oktober 1953 - Nya metoder - Kokning med infrarödstrålare, av F Ö - Enkla kullager av stålrör, av Ulf Ljung - Registrerande analysvåg, av SHl - Trycknitrering av stål, av SHl

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
796
TEKNISK TIDSKRIFT
och om kokkärlen har skeva eller buckliga bottnar betyder
inget. Det tar endast 15 s tills nedkylt smör börjar smälta,
bacon börjar steka på 30 s och djupfrysta grönsaker kokar
inom 3 min.
Både lampan och glasplattan tål en temperatur av 1 500°C.
Vid hållbarhetsproven har bly smälts på glasplattan utan
att denna tagit skada, och den upphettade lampgloben har
även överspolats med kallt vatten utan att den spruckit.
I nuvarande utförande ges ett års garanti på lampan, och
långtidsprov har visat att lampan bör hålla många år vid
normalt hushållsbruk.
Lampan kostar ej mer än en vanlig kokplatta vilken i
allmänhet ej heller har längre livslängd. Plattans färgnyans
varierar med temperaturen, varför det är lätt att välja
lämplig koktemperatur med ledning av färgen. Färgen ger
även en yarning att plattan är inkopplad, varför
brännskador från dessa plattor ej är så allmänna som
brännskador från de mörka kokplattorna (Electrical Engineering
1953 h. 7). FÖ
Enkla kullager av stålrör. Vid konstruktioner där
hastigheten är låg och påkänningen liten är det i många fall
onödigt att använda vanliga kullager. För t.ex. barnvagnar
och gräsklippningsmaskiner kan man mycket väl nöja sig
med ett enklare och billigare utförande, utan menlig
inverkan på funktionsdugligheten.
Sådana förenklade lager består av två sömlösa stålrör
(SAE1010), mellan vilka kulor löper i spår i det mindre
röret och styrs av vulster i det större. Tillverkningen sker
helt automatiskt i en maskin, som liknar en tvåspindlig
skruvautomat. I ena spindeln uppsättes det rör, som skall
bilda lagrets innerring och i denna sickas två spår. Kulor
tillföres från ett magasin och fixeras i spåren med ett
rörformigt verktyg, vilket därefter överför innerringen till
den andra spindeln, i vilken det yttre röret är uppsatt.
I detta upptrycks på rörets insida två vulster, vilka fixerar
kulorna och de bägge rören i förhållande till varandra.
Efter hopsättningen sätthärdas lagren till ett
uppkolnings-djup av 0,15—0,20 mm. De avkyls i vatten, på vars yta
ligger ett 75 mm tjockt oljeskikt, som höjer ytkvaliteten
och avsätter en skyddande oljefilm på lagrets olika delar.
Arbetsprov med lagren har gett utmärkta resultat (E W
Batterson i Materials & Methods juli 1953). Ulf Ljung
Registrerande analysvåg. Vid Bureau of Standards har
man ändrat en vanlig analysvåg så att den automatiskt
registrerar viktsändringar hos ett prov placerat på dess
ena vågskål. Vågen, som förmår följa även snabba
ändringar med god noggrannhet, används för bestämning av
viktsändringen hos komplexa mineral vid dessas termiska
sönderdelning. Då den är billig och lätthanterlig, bör den
emellertid lämpa sig för många andra undersökningar vid
vilka ett provs vikt skall bestämmas som funktion av tiden,
t.ex. vid torkning av bomullsfiber eller andra
hygrosko-piska material till konstant vikt.
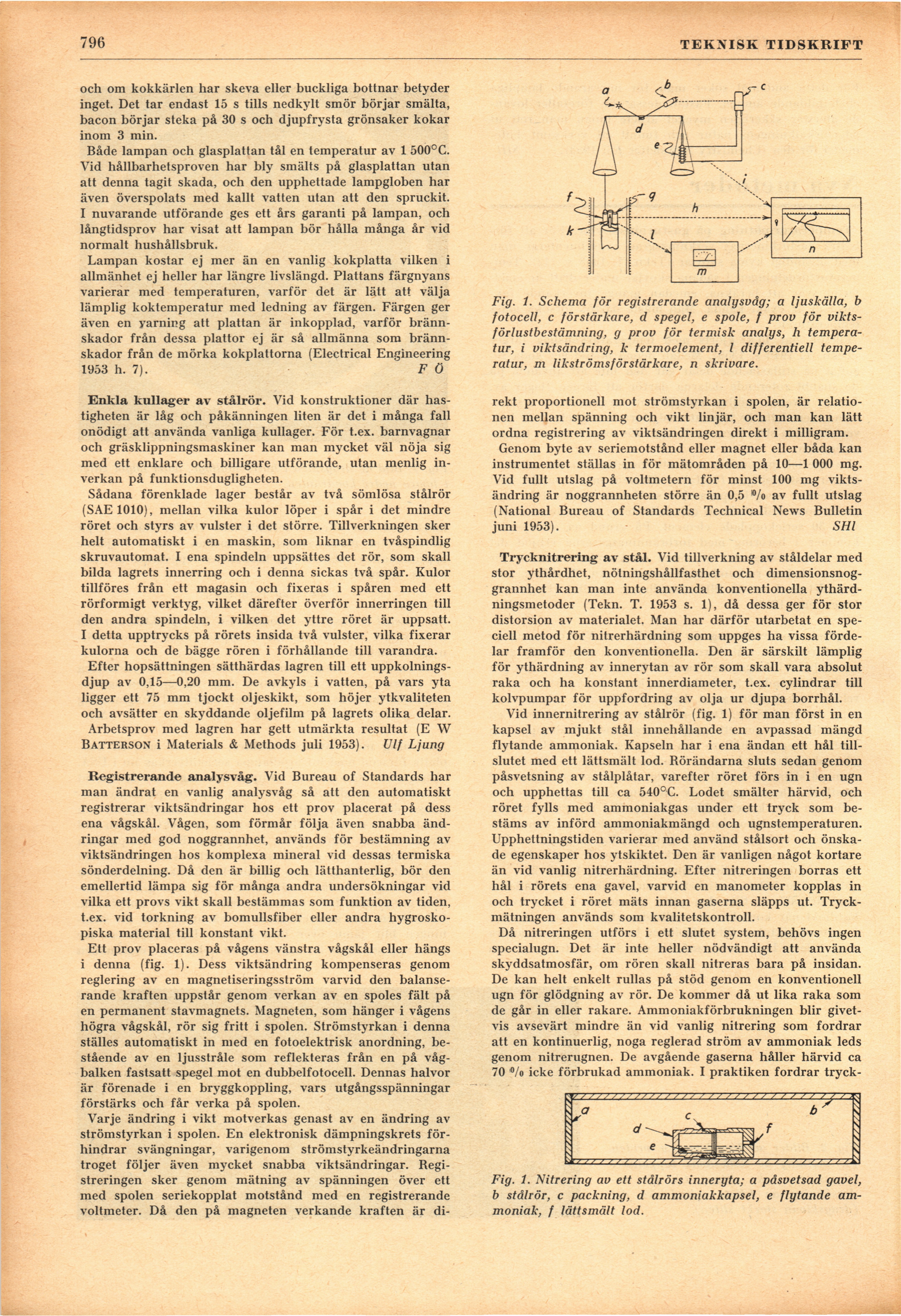
Ett prov placeras på vågens vänstra vågskål eller hängs
i denna (fig. 1). Dess viktsändring kompenseras genom
reglering av en magnetiseringsström varvid den
balanserande kraften uppslår genom verkan av en spoles fält på
en permanent stavmagnets. Magneten, som hänger i vågens
högra vågskål, rör sig fritt i spolen. Strömstyrkan i denna
ställes automatiskt in med en fotoelektrisk anordning,
bestående av en ljusstråle som reflekteras från en på
våg-balken fastsatt spegel mot en dubbelfotocell. Dennas halvor
är förenade i en bryggkoppling, vars utgångsspänningar
förstärks och får verka på spolen.
Varje ändring i vikt motverkas genast av en ändring av
strömstyrkan i spolen. En elektronisk dämpningskrets
förhindrar svängningar, varigenom strömstyrkeändringarna
troget följer även mycket snabba viktsändringar.
Begi-streringen sker genom mätning av spänningen över ett
med spolen seriekopplat motstånd med en registrerande
voltmeter. Då den på magneten verkande kraften är di-
Fig. 1. Schema för registrerande analysvåg; a ljuskälla, b
fotocell, c förstärkare, d spegel, e spole, f prov för
vikts-förlustbestämning, g prov för termisk analys, h
temperatur, i viktsändring, k termoelement, l differentiell
temperatur, m likströmsförstärkare, n skrivare.
rekt proportionell mot strömstyrkan i spolen, är
relationen mellan spänning och vikt linjär, och man kan lätt
ordna registrering av viktsändringen direkt i milligram.
Genom byte av seriemotstånd eller magnet eller båda kan
instrumentet ställas in för mätområden på 10—1 000 mg.
Vid fullt utslag på voltmetern för minst 100 mg
viktsändring är noggrannheten större än 0,5 "/o av fullt utslag
(National Bureau of Standards Technical News Bulletin
juni 1953). SHl
Trycknitrering av stål. Vid tillverkning av ståldelar med
stor ythårdhet, nötningshållfasthet och
dimensionsnoggrannhet kan man inte använda konventionella
ythärd-ningsmetoder (Tekn. T. 1953 s. 1), då dessa ger för stor
distorsion av materialet. Man har därför utarbetat en
speciell metod för nitrerhärdning som uppges ha vissa
fördelar framför den konventionella. Den är särskilt lämplig
för ythärdning av innerytan av rör som skall vara absolut
raka och ha konstant innerdiameter, t.ex. cylindrar till
kolvpumpar för uppfordring av olja ur djupa borrhål.
Vid innernitrering av stålrör (fig. 1) för man först in en
kapsel av mjukt stål innehållande en avpassad mängd
flytande ammoniak. Kapseln har i ena ändan ett hål
tillslutet med ett lättsmält lod. Rörändarna sluts sedan genom
påsvetsning av stålplåtar, varefter röret förs in i en ugn
och upphettas till ca 540°C. Lodet smälter härvid, och
röret fylls med ammoniakgas under ett tryck som
bestäms av införd ammoniakmängd och ugnstemperaturen.
Upphettningstiden varierar med använd stålsort och
önskade egenskaper hos ytskiktet. Den är vanligen något kortare
än vid vanlig nitrerhärdning. Efter nitreringen borras ett
hål i rörets ena gavel, varvid en manometer kopplas in
och trycket i röret mäts innan gaserna släpps ut.
Tryckmätningen används som kvalitetskontroll.
Då nitreringen utförs i ett slutet system, behövs ingen
specialugn. Det är inte heller nödvändigt att använda
skyddsatmosfär, om rören skall nitreras bara på insidan.
De kan helt enkelt rullas på stöd genom en konventionell
ugn för glödgning av rör. De kommer då ut lika raka som
de går in eller rakare. Ammoniakförbrukningen blir
givetvis avsevärt mindre än vid vanlig nitrering som fordrar
att en kontinuerlig, noga reglerad ström av ammoniak leds
genom nitrerugnen. De avgående gaserna håller härvid ca
70 Vo icke förbrukad ammoniak. I praktiken fordrar tryck-
Fig. 1. Nitrering av ett stålrörs inneryta; a påsvetsad gavel,
b stålrör, c packning, d ammoniakkapsel, e flytande
ammoniak, f lättsmält lod.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}