
Full resolution (JPEG) - On this page / på denna sida - H. 46. 15 december 1953 - Enhetsmaskiner för massproduktion, av Verner Söderberg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
978
TEKNISK TIDSKRIFT
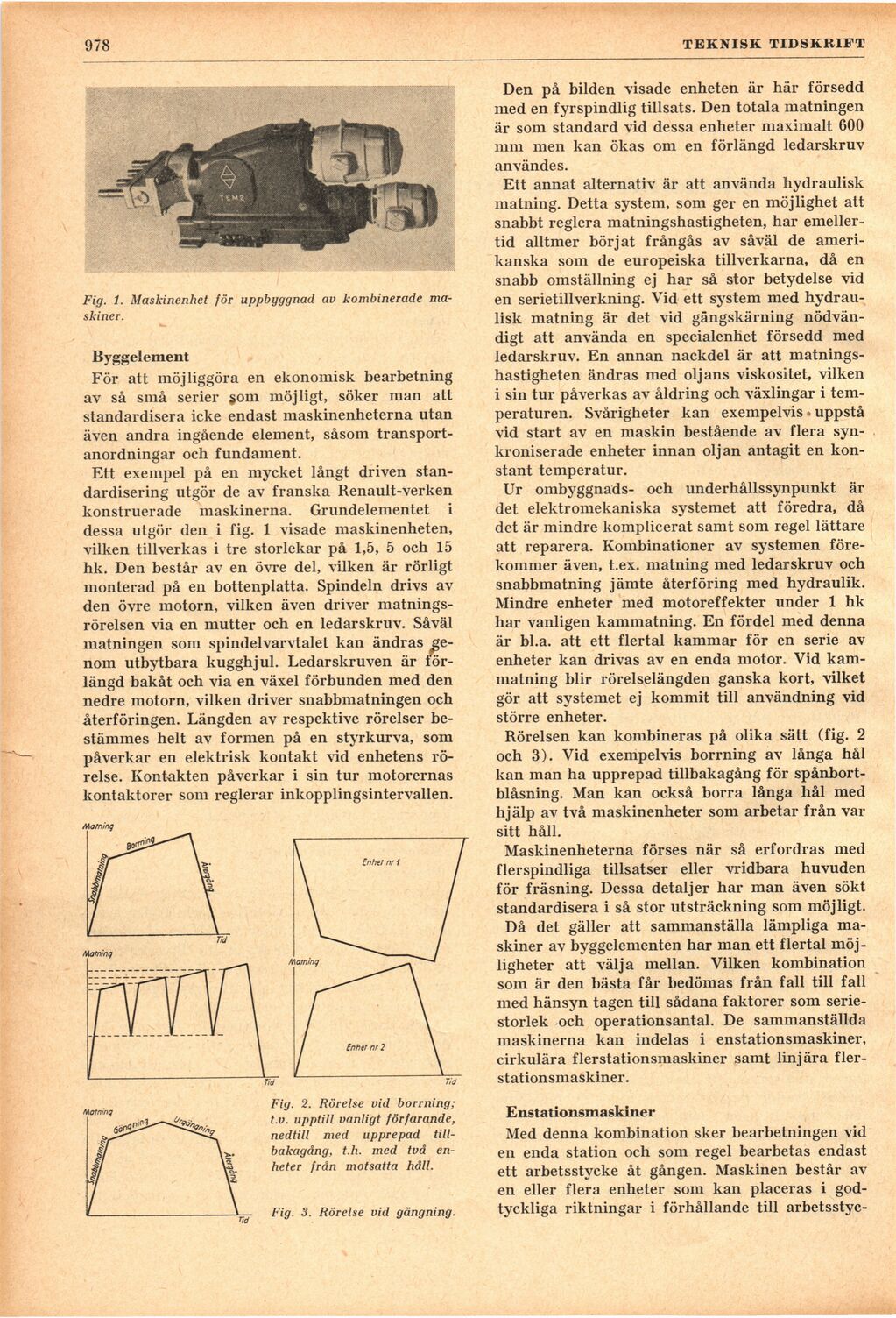
Fig. 1. Maskinenhet för uppbyggnad, av kombinerade
maskiner.
Byggelement
För att möjliggöra en ekonomisk bearbetning
av så små serier §0111 möjligt, söker man att
standardisera icke endast maskinenheterna utan
även andra ingående element, såsom
transportanordningar och fundament.
Ett exempel på en mycket långt driven
standardisering utgör de av franska Renault-verken
konstruerade maskinerna. Grundelementet i
dessa utgör den i fig. 1 visade maskinenheten,
vilken tillverkas i tre storlekar på 1,5, 5 och 15
hk. Den består av en övre del, vilken är rörligt
monterad på en bottenplatta. Spindeln drivs av
den övre motorn, vilken även driver
matnings-rörelsen via en mutter och en ledarskruv. Såväl
matningen som spindelvarvtalet kan ändras
genom utbytbara kugghjul. Ledarskruven är
förlängd bakåt och via en växel förbunden med den
nedre motorn, vilken driver snabbmatningen och
återföringen. Längden av respektive rörelser
bestämmes helt av formen på en styrkurva, som
påverkar en elektrisk kontakt vid enhetens
rörelse. Kontakten påverkar i sin tur motorernas
kontaktorer som reglerar inkopplingsintervallen.
i na
Fig. 2. Rörelse vid borrning;
t.v. upptill vanligt förfarande,
nedtill med upprepad
tillbakagång, t.h. med två
enheter från motsatta håll.
Fig. 3. Rörelse vid gängning.
Den på bilden visade enheten är här försedd
med en fyrspindlig tillsats. Den totala matningen
är som standard vid dessa enheter maximalt 600
mm inen kan ökas om en förlängd ledarskruv
användes.
Ett annat alternativ är att använda hydraulisk
matning. Detta system, som ger en möjlighet att
snabbt reglera matningshastigheten, har
emellertid alltmer börjat frångås av såväl de
amerikanska som de europeiska tillverkarna, då en
snabb omställning ej har så stor betydelse vid
en serietillverkning. Vid ett system med
hydraulisk matning är det vid gångskärning
nödvändigt att använda en specialenhet försedd med
ledarskruv. En annan nackdel är att
matningshastigheten ändras med oljans viskositet, vilken
i sin tur påverkas av åldring och växlingar i
temperaturen. Svårigheter kan exempelvis • uppstå
vid start av en maskin bestående av flera
synkroniserade enheter innan oljan antagit en
konstant temperatur.
Ur ombyggnads- och underhållssynpunkt är
det elektromekaniska systemet att föredra, då
det är mindre komplicerat samt som regel lättare
att reparera. Kombinationer av systemen
förekommer även, t.ex. matning med ledarskruv och
snabbmatning jämte återföring med hydraulik.
Mindre enheter med motoreffekter under 1 hk
har vanligen kammatning. En fördel med denna
är bl.a. att ett flertal kammar för en serie av
enheter kan drivas av en enda motor. Vid
kammatning blir rörelselängden ganska kort, vilket
gör att systemet ej kommit till användning vid
större enheter.
Rörelsen kan kombineras på olika sätt (fig. 2
och 3). Vid exempelvis borrning av långa hål
kan man ha upprepad tillbakagång för
spånbort-blåsning. Man kan också borra långa hål med
hjälp av två maskinenheter som arbetar från var
sitt håll.
Maskinenheterna förses när så erfordras med
flerspindliga tillsatser eller vridbara huvuden
för fräsning. Dessa detaljer har man även sökt
standardisera i så stor utsträckning som möjligt.
Då det gäller att sammanställa lämpliga
maskiner av byggelementen har man ett flertal
möjligheter att välja mellan. Vilken kombination
som är den bästa får bedömas från fall till fall
med hänsyn tagen till sådana faktorer som
seriestorlek och operationsantal. De sammanställda
maskinerna kan indelas i enstationsmaskiner,
cirkulära flerstationsmaskiner samt linjära
fler-stationsmaskiner.
Enstationsmaskiner
Med denna kombination sker bearbetningen vid
en enda station och soin regel bearbetas endast
ett arbetsstycke åt gången. Maskinen består av
en eller flera enheter som kan placeras i
godtyckliga riktningar i förhållande till arbetsstyc-
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}