
Full resolution (JPEG) - On this page / på denna sida - H. 46. 15 december 1953 - Enhetsmaskiner för massproduktion, av Verner Söderberg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
22 december 1953
979
ket. Enheterna arbetar alla samtidigt, om det
icke föreligger risk för att två verktyg skall
mötas. I sådant fall får exempelvis en enhet börja
sitt arbete något senare än de övriga.
Stativet göres av svetsad stålplåt eller av
gjutgods. Det svetsade utförandet ställer sig
betydligt billigare än det gjutna samt har även
fördelen att lättare kunna ändras vid en eventuell
modifiering av arbetsstyckets konstruktion.
Uppspänningen och nedtagningen av detaljerna
göres manuellt eller automatiskt. I det senare
fallet kan arbetsstyckena tillföras med
magasinsmatning. I vissa fall har man även möjlighet att
använda utgångsmaterial i form av långa
stänger. Vid tillverkning av smådetaljer kan det ofta
vara fördelaktigare att i stället för stänger
använda rund eller profilerad tråd i form av
rullar. På så sätt kan maskinen arbeta längre tid
utan att nytt material behöver tillföras, samtidigt
som utrymme sparas. Fastspänningen av
arbetsstycket i fixturen är ofta pneumatisk eller
hydraulisk vid automatisk tillförsel.
Tillverkningstiden blir lika med bearbetningstiden för den
längsta operationen pius tiderna för
uppspän-ning och nedtagning av arbetsstycket.
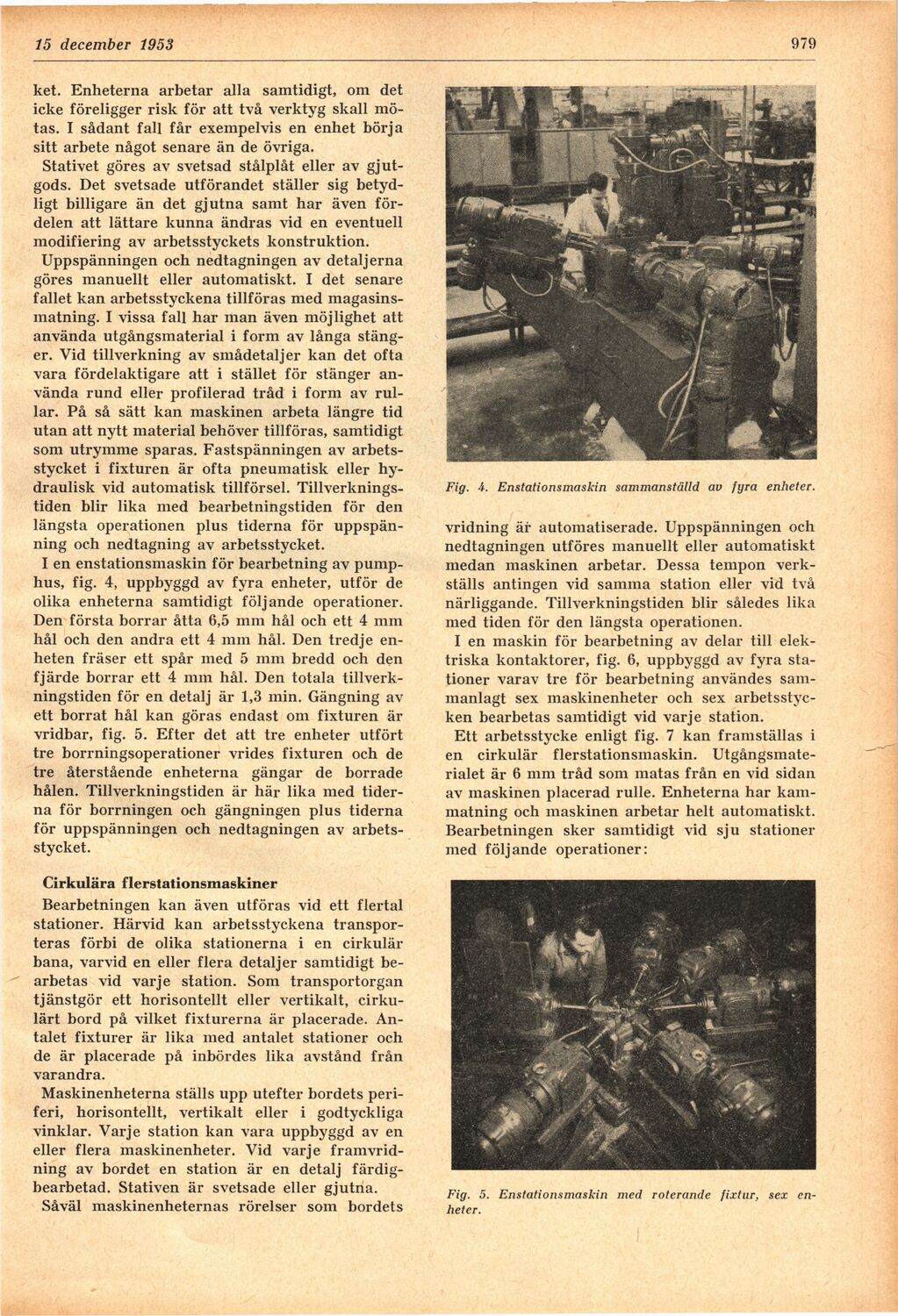
I en enstationsmaskin för bearbetning av
pumphus, fig. 4, uppbyggd av fyra enheter, utför de
olika enheterna samtidigt följande operationer.
Den första borrar åtta 6,5 mm hål och ett 4 mm
hål och den andra ett 4 mm hål. Den tredje
enheten fräser ett spår med 5 mm bredd och den
fjärde borrar ett 4 mm hål. Den totala
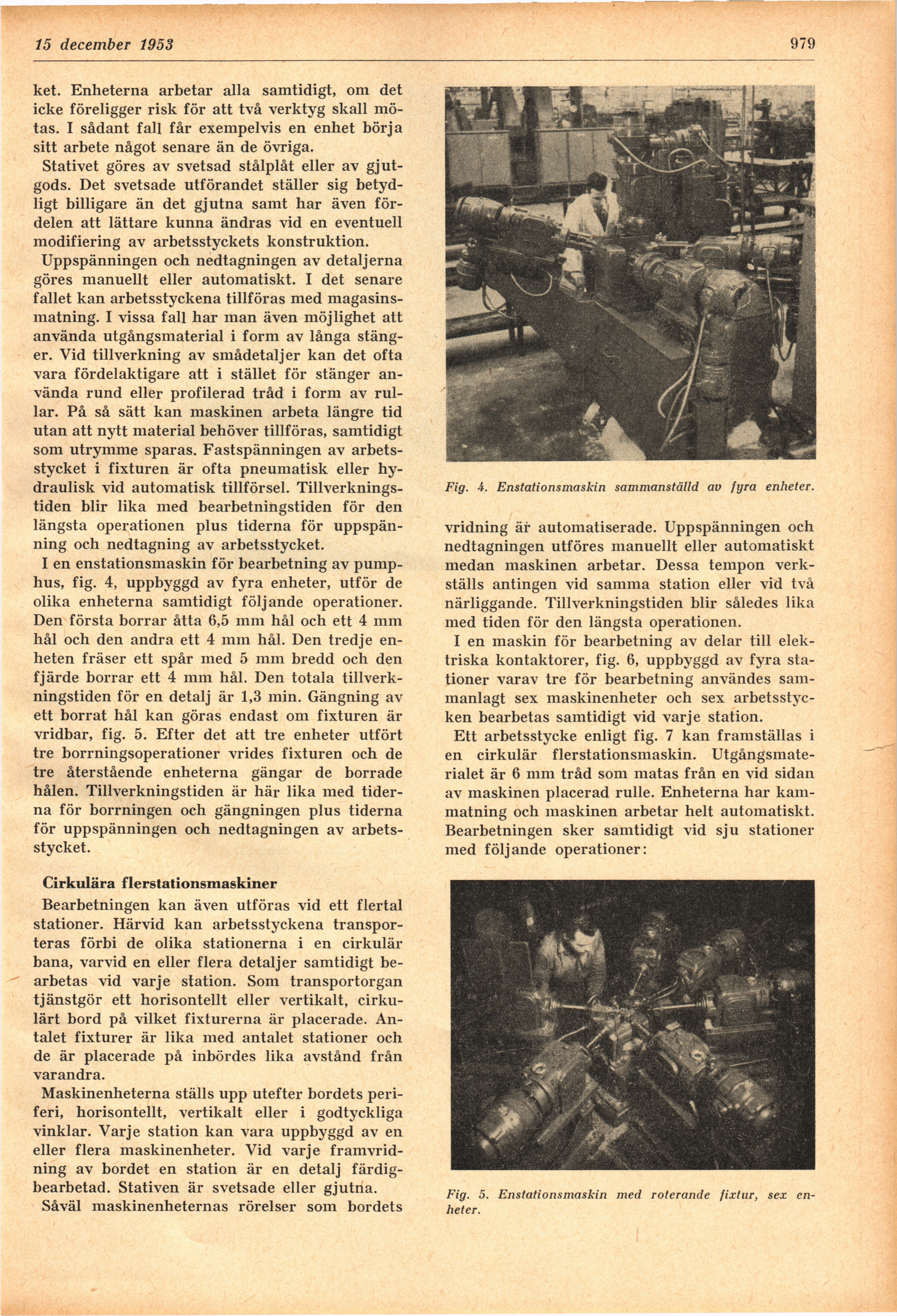
tillverkningstiden för en detalj är 1,3 min. Gängning av
ett borrat hål kan göras endast om fixturen är
vridbar, fig. 5. Efter det att tre enheter utfört
tre borrningsoperationer vrides fixturen och de
tre återstående enheterna gängar de borrade
hålen. Tillverkningstiden är här lika med
tiderna för borrningen och gängningen pius tiderna
för uppspänningen och nedtagningen av
arbetsstycket.
Cirkulära flerstationsmaskiner
Bearbetningen kan även utföras vid ett flertal
stationer. Härvid kan arbetsstyckena
transporteras förbi de olika stationerna i en cirkulär
bana, varvid en eller flera detaljer samtidigt
bearbetas vid varje station. Som transportorgan
tjänstgör ett horisontellt eller vertikalt,
cirkulärt bord på vilket fixturerna är placerade.
Antalet fixturer är lika med antalet stationer och
de är placerade på inbördes lika avstånd från
varandra.
Maskinenheterna ställs upp utefter bordets
periferi, horisontellt, vertikalt eller i godtyckliga
vinklar. Varje station kan vara uppbyggd av en
eller flera maskinenheter. Vid varje
framvrid-ning av bordet en station är en detalj
färdigbearbetad. Stativen är svetsade eller gjutna.
Såväl maskinenheternas rörelser som bordets
Fig. 4. Enstationsmaskin sammanställd av fyra enheter.
vridning är automatiserade. Uppspänningen och
nedtagningen utföres manuellt eller automatiskt
medan maskinen arbetar. Dessa tempon
verkställs antingen vid samma station eller vid två
närliggande. Tillverkningstiden blir således lika
med tiden för den längsta operationen.
I en maskin för bearbetning av delar till
elektriska kontaktorer, fig. 6, uppbyggd av fyra
stationer varav tre för bearbetning användes
sammanlagt sex maskinenheter och sex
arbetsstycken bearbetas samtidigt vid varje station.
Ett arbetsstycke enligt fig. 7 kan framställas i
en cirkulär flerstationsmaskin.
Utgångsmaterialet är 6 mm tråd som matas från en vid sidan
av maskinen placerad rulle. Enheterna har
kammatning och maskinen arbetar helt automatiskt.
Bearbetningen sker samtidigt vid sju stationer
med följande operationer:
Fig. 5. Enstationsmaskin med roterande fixtur, sex
enheter.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}