
Full resolution (JPEG) - On this page / på denna sida - H. 46. 15 december 1953 - Enhetsmaskiner för massproduktion, av Verner Söderberg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
980 TEKNISK TIDSKRIFT
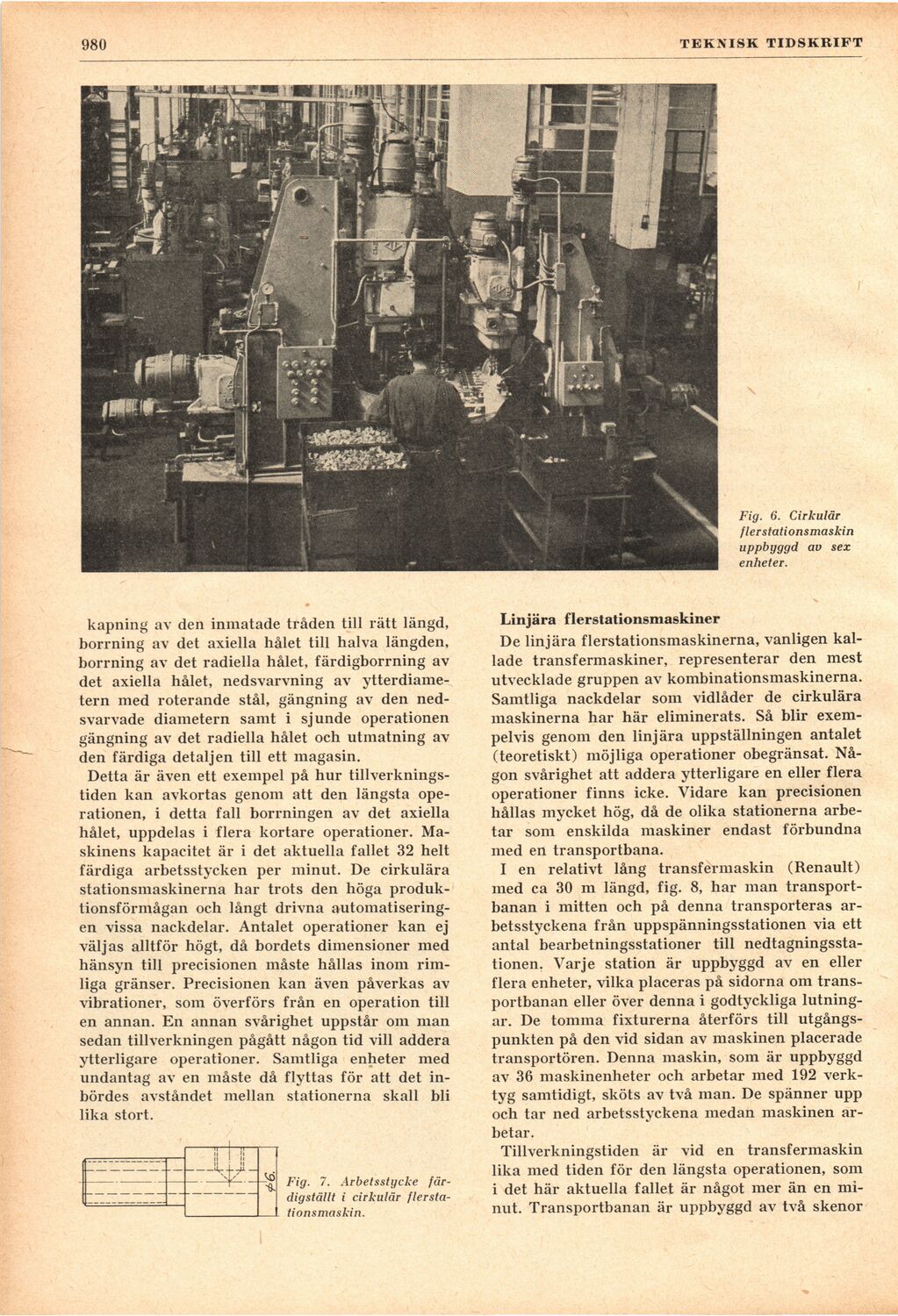
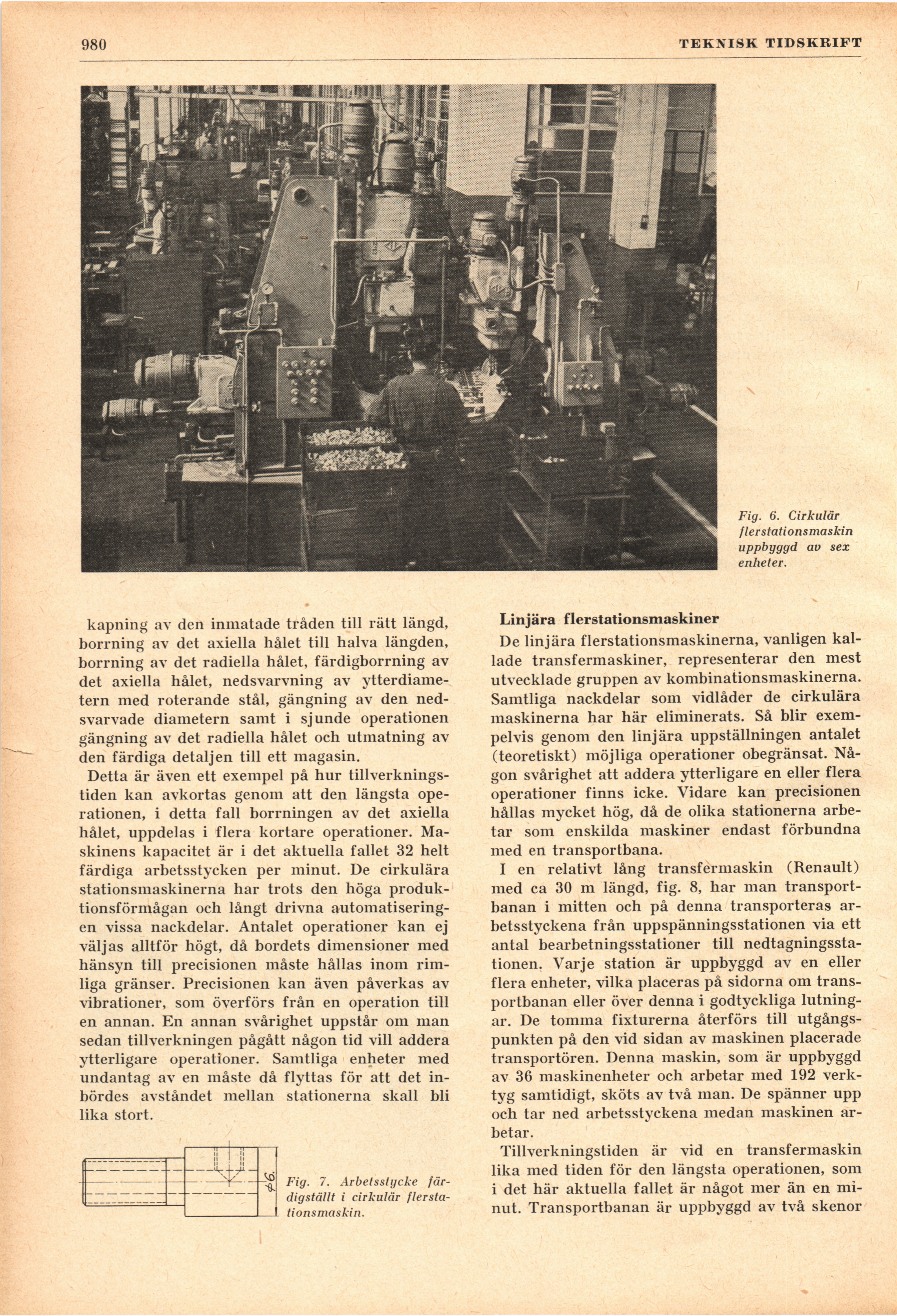
Fig. 6. Cirkulär
flerstationsmaskin
uppbyggd av sex
enheter.
kapning av den inmatade tråden till rätt längd,
borrning av det axiella hålet till halva längden,
borrning av det radiella hålet, färdigborrning av
det axiella hålet, nedsvarvning av
ytterdiametern med roterande stål, gängning av den
nedsvarvade diametern samt i sjunde operationen
gängning av det radiella hålet och utmatning av
den färdiga detaljen till ett magasin.
Detta är även ett exempel på hur
tillverkningstiden kan avkortas genom att den längsta
operationen, i detta fall borrningen av det axiella
hålet, uppdelas i flera kortare operationer.
Maskinens kapacitet är i det aktuella fallet 32 helt
färdiga arbetsstycken per minut. De cirkulära
stationsmaskinerna har trots den höga
produktionsförmågan och långt drivna
automatiseringen vissa nackdelar. Antalet operationer kan ej
väljas alltför högt, då bordets dimensioner med
hänsyn till precisionen måste hållas inom
rimliga gränser. Precisionen kan även påverkas av
vibrationer, som överförs från en operation till
en annan. En annan svårighet uppstår om man
sedan tillverkningen pågått någon tid vill addera
ytterligare operationer. Samtliga enheter med
undantag av en måste då flyttas för att det
inbördes avståndet mellan stationerna skall bli
lika stort.
Fig. 7. Arbetsstycke
färdigställt i cirkulär
flerstationsmaskin.
Linjära flerstationsmaskiner
De linjära flerstationsmaskinerna, vanligen
kallade transfermaskiner, representerar den mest
utvecklade gruppen av kombinationsmaskinerna.
Samtliga nackdelar som vidlåder de cirkulära
maskinerna har här eliminerats. Så blir
exempelvis genom den linjära uppställningen antalet
(teoretiskt) möjliga operationer obegränsat.
Någon svårighet att addera ytterligare en eller flera
operationer finns icke. Vidare kan precisionen
hållas mycket hög, då de olika stationerna
arbetar som enskilda maskiner endast förbundna
med en transportbana.
I en relativt lång transfermaskin (Renault)
med ca 30 m längd, fig. 8, har man
transportbanan i mitten och på denna transporteras
ar-betsstyckena från uppspänningsstationen via ett
antal bearbetningsstationer till
nedtagningssta-tionen. Varje station är uppbyggd av en eller
flera enheter, vilka placeras på sidorna om
transportbanan eller över denna i godtyckliga
lutningar. De tomma fixturerna återförs till
utgångspunkten på den vid sidan av maskinen placerade
transportören. Denna maskin, som är uppbyggd
av 36 maskinenheter och arbetar med 192
verktyg samtidigt, sköts av två man. De spänner upp
och tar ned arbetsstyckena medan maskinen
arbetar.
Tillverkningstiden är vid en transfermaskin
lika med tiden för den längsta operationen, som
i det här aktuella fallet är något mer än en
minut. Transportbanan är uppbyggd av två skenor
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}