
Full resolution (JPEG) - On this page / på denna sida - H. 46. 15 december 1953 - Nya metoder - Hindrande av håls deformation vid arbetsstyckets formning, av SHl - Andras erfarenheter - Zinkfosfat på stål underlättar kalldragning, av SHl - Tätade kolståls deformationsåldring, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
22 december 1953
991
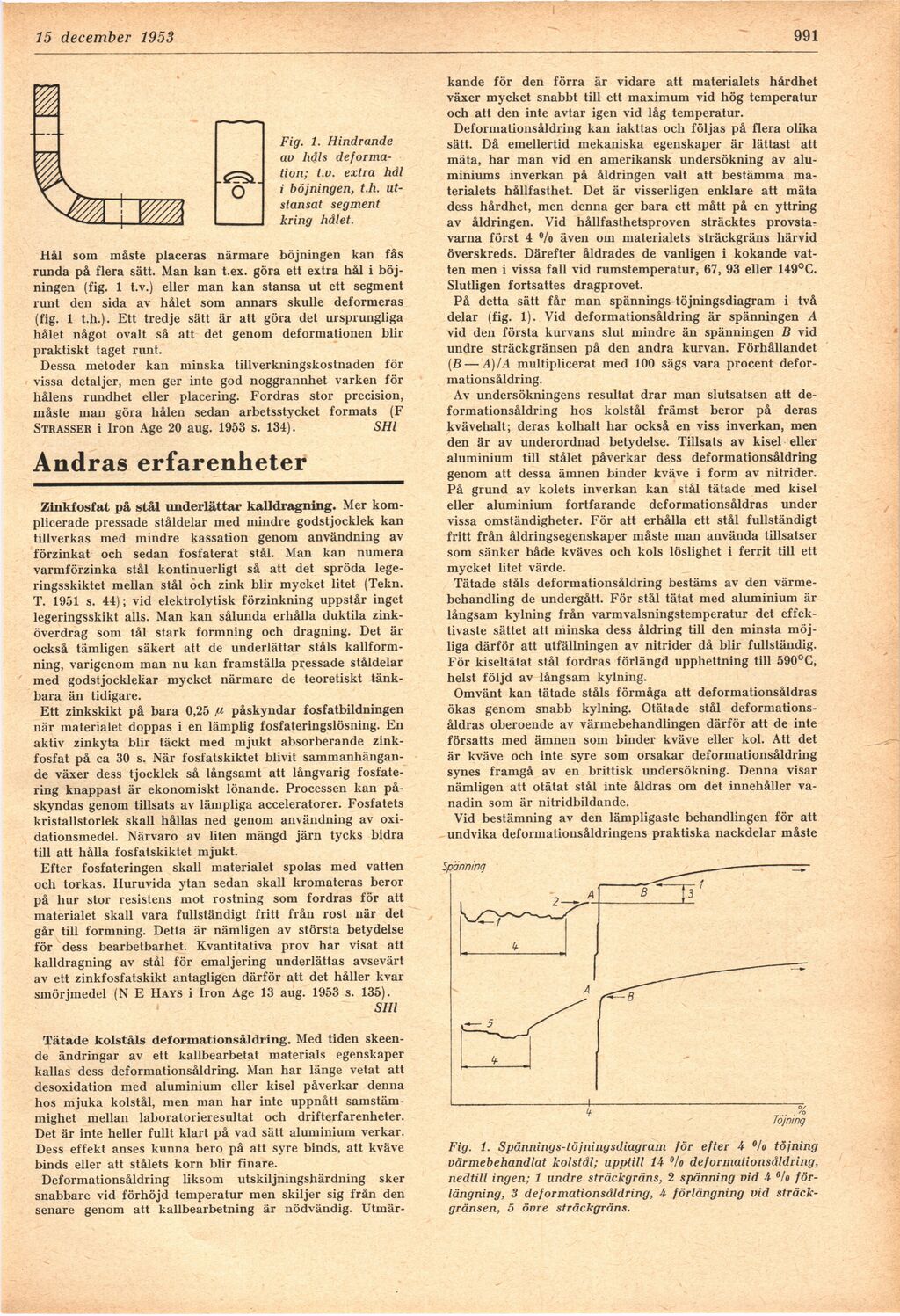
Fig. 1. Hindrande
av håls
deformation; t.v. extra hål
i böjningen, t.h.
utstansat segment
kring hålet.
Hål som måste placeras närmare böjningen kan fås
runda på flera sätt. Man kan t.ex. göra ett extra hål i
böjningen (fig. 1 t.v.) eller man kan stansa ut ett segment
runt den sida av hålet som annars skulle deformeras
(fig. 1 t.h.). Ett tredje sätt är att göra det ursprungliga
hålet något ovalt så att det genom deformationen blir
praktiskt taget runt.
Dessa metoder kan minska tillverkningskostnaden för
vissa detaljer, men ger inte god noggrannhet varken för
hålens rundhet eller placering. Fordras stor precision,
måste man göra hålen sedan arbetsstycket formats (F
Strasser i Iron Age 20 aug. 1953 s. 134). SHl
Andras erfarenheter
Zinkfosfat på stål underlättar kalldragning. Mer
komplicerade pressade ståldelar med mindre godstjocklek kan
tillverkas med mindre kassation genom användning av
förzinkat och sedan fosfaterat stål. Man kan numera
varmförzinka stål kontinuerligt så att det spröda
legeringsskiktet mellan stål och zink blir mycket litet (Tekn.
T. 1951 s. 44); vid elektrolytisk förzinkning uppstår inget
legeringsskikt alls. Man kan sålunda erhålla duktila
zinköverdrag som tål stark formning och dragning. Det är
också tämligen säkert att de underlättar ståls
kallformning, varigenom man nu kan framställa pressade ståldelar
med godstjocklekar mycket närmare de teoretiskt
tänkbara än tidigare.
Ett zinkskikt på bara 0,25 fi påskyndar fosfatbildningen
när materialet doppas i en lämplig fosfateringslösning. En
aktiv zinkyta blir täckt med mjukt absorberande
zinkfosfat på ca 30 s. När fosfatskiktet blivit
sammanhängande växer dess tjocklek så långsamt att långvarig
fosfate-ring knappast är ekonomiskt lönande. Processen kan
påskyndas genom tillsats av lämpliga acceleratorer. Fosfatets
kristallstorlek skall hållas ned genom användning av
oxidationsmedel. Närvaro av liten mängd järn tycks bidra
till att hålla fosfatskiktet mjukt.
Efter fosfateringen skall materialet spolas med vatten
och torkas. Huruvida ytan sedan skall kromateras beror
på hur stor resistens mot röstning som fordras för att
materialet skall vara fullständigt fritt från rost när det
går till formning. Detta är nämligen av största betydelse
för dess bearbetbarhet. Kvantitativa prov har visat att
kalldragning av stål för emaljering underlättas avsevärt
av ett zinkfosfatskikt antagligen därför att det håller kvar
smörjmedel (N E Hays i Iron Age 13 aug. 1953 s. 135).
SHl
Tätade kolståls deformationsåldring. Med tiden
skeende ändringar av ett kallbearbetat materials egenskaper
kallas dess deformationsåldring. Man har länge vetat att
desoxidation med aluminium eller kisel påverkar denna
hos mjuka kolstål, men man har inte uppnått
samstämmighet mellan laboratorieresultat och drifterfarenheter.
Det är inte heller fullt klart på vad sätt aluminium verkar.
Dess effekt anses kunna bero på att syre binds, att kväve
binds eller att stålets korn blir finare.
Deformationsåldring liksom utskiljningshärdning sker
snabbare vid förhöjd temperatur men skiljer sig från den
senare genom att kallbearbetning är nödvändig. Utmär-
kande för den förra är vidare att materialets hårdhet
växer mycket snabbt till ett maximum vid hög temperatur
och att den inte avtar igen vid låg temperatur.
Deformationsåldring kan iakttas och följas på flera olika
sätt. Då emellertid mekaniska egenskaper är lättast att
mäta, har man vid en amerikansk undersökning av
aluminiums inverkan på åldringen valt att bestämma
materialets hållfasthet. Det är visserligen enklare att mäta
dess hårdhet, men denna ger bara ett mått på en yttring
av åldringen. Vid hållfasthetsproven sträcktes
provstavarna först 4 »/o även om materialets sträckgräns härvid
överskreds. Därefter åldrades de vanligen i kokande
vatten men i vissa fall vid rumstemperatur, 67, 93 eller 149°C.
Slutligen fortsattes dragprovet.
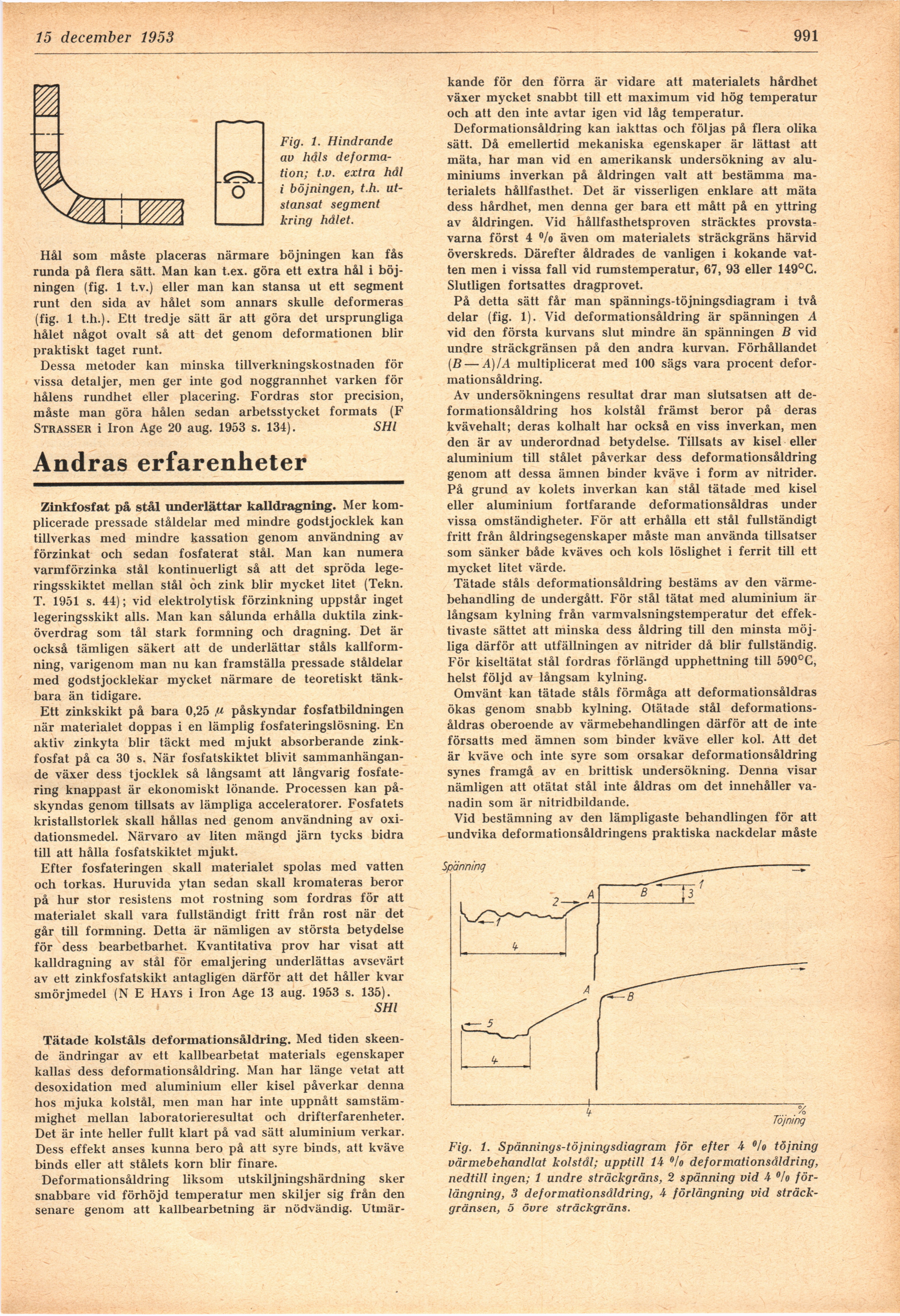
På detta sätt får man spännings-töjningsdiagram i två
delar (fig. 1). Vid deformationsåldring är spänningen A
vid den första kurvans slut mindre än spänningen B vid
undre sträckgränsen på den andra kurvan. Förhållandet
(B — A)/A multiplicerat med 100 sägs vara procent
deformationsåldring.
Av undersökningens resultat drar man slutsatsen att
deformationsåldring hos kolstål främst beror på deras
kvävehalt; deras kolhalt har också en viss inverkan, men
den är av underordnad betydelse. Tillsats av kisel eller
aluminium till stålet påverkar dess deformationsåldring
genom att dessa ämnen binder kväve i form av nitrider.
På grund av kolets inverkan kan stål tätade med kisel
eller aluminium fortfarande deformationsåldras under
vissa omständigheter. För att erhålla ett stål fullständigt
fritt från åldringsegenskaper måste man använda tillsatser
som sänker både kväves och kols löslighet i ferrit till ett
mycket litet värde.
Tätade ståls deformationsåldring bestäms av den
värmebehandling de undergått. För stål tätat med aluminium är
långsam kylning från varmvalsningstemperatur det
effektivaste sättet att minska dess åldring till den minsta
möjliga därför att utfällningen av nitrider då blir fullständig.
För kiseltätat stål fordras förlängd upphettning till 590°C,
helst följd av långsam kylning.
Omvänt kan tätade ståls förmåga att deformationsåldras
ökas genom snabb kylning. Otätade stål
deformationsåldras oberoende av värmebehandlingen därför att de inte
försatts med ämnen som binder kväve eller kol. Att det
är kväve och inte syre som orsakar deformationsåldring
synes framgå av en brittisk undersökning. Denna visar
nämligen att otätat stål inte åldras om det innehåller
vanadin som är nitridbildande.
Vid bestämning av den lämpligaste behandlingen för att
undvika deformationsåldringens praktiska nackdelar måste
Spänning
Fig. 1. Spännings-töjningsdiagram för efter 4 °/o töjning
värmebehandlat kolstål; upptill 1A °/o deformationsåldring,
nedtill ingen; 1 undre sträckgräns, 2 spänning vid 4 °/o
förlängning, 3 deformationsåldring, A förlängning vid
sträckgränsen, 5 övre sträckgräns.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}