
Full resolution (JPEG) - On this page / på denna sida - H. 46. 15 december 1953 - Nya metoder - Pump för flytande natrium, av SHl - Pressgjutna fogar, av SHl - Spinnrulle av nylon, av SHl - Centrifug för dammavskiljning, av SHl - Precisionstrumling, av O A - Hindrande av håls deformation vid arbetsstyckets formning, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
990
TEKNISK TIDSKRIFT
natrium tillbaka från tryck- till inloppssidan varigenom
fasta partiklar som eventuellt fastnat på ventilsätet spolas
bort (E R Cornell i Chemical Engineering sept. 1953
s. 212). SHl
Pressgjutna fogar. Man har föreslagit att vid
tillverkning av cykelramar göra fogarna mellan stålrören genom
att gjuta en legering kring rörändarna i stället för att
svetsa ihop dessa. Metoden är inte i princip ny, men den
anses ge bättre resultat än tidigare om man använder
formsprutning vid högt tryck i en gjutmaskin. Trycket i
formen skall bli 10—30 kp/cm2, och en aluminiumlegering,
innehållande 6—15 °/o kisel, 10—28 °/o zink och 0,1—1,0 °/o
vardera av krom, mangan och magnesium skall användas.
Metoden tros bli billigare än svetsning.
Det uppges att starka fogar fås därför att legeringen
krymper när den stelnar och binds vid stålytan. Vidare
har aluminiumlegeringen så låg smältpunkt att stålrören
inte kan bli överhettade vid hopfogningen varigenom
deformation av ramen undviks. Vidare behöver fogarna inte
putsas. Metoden synes användbar för många andra
produkter än cykelramar när låg tillverkningskostnad är av
dominerande betvdelse (Engineers’ Digest okt. 1953 s. 365).
SHl
Spinnrulle av nylon. En amerikansk spinnrulle, som är
lätt, slitstark och inte behöver smörjas, tillverkas nästan
helt av nylon, bara en axel, skruvar för hopsättning och
fjädrar är av rostfritt stål. Man tror att nylonrullen skall
bli av lika stor betydelse som kastspön av
glasfiberlami-nat. Nylon är nämligen segt, har en brottgräns på 900
kp/cm2, goda friktionsegenskaper och utmärkt
formbeständighet vid temperaturer från —55 till 190°C. Det lämpar
sig därför för precisionskonstruktioner, men tål dock värre
misshandel än de material som tidigare använts i
spinnrullar (Modern Plastics sept. 1953 s. 100). SHl
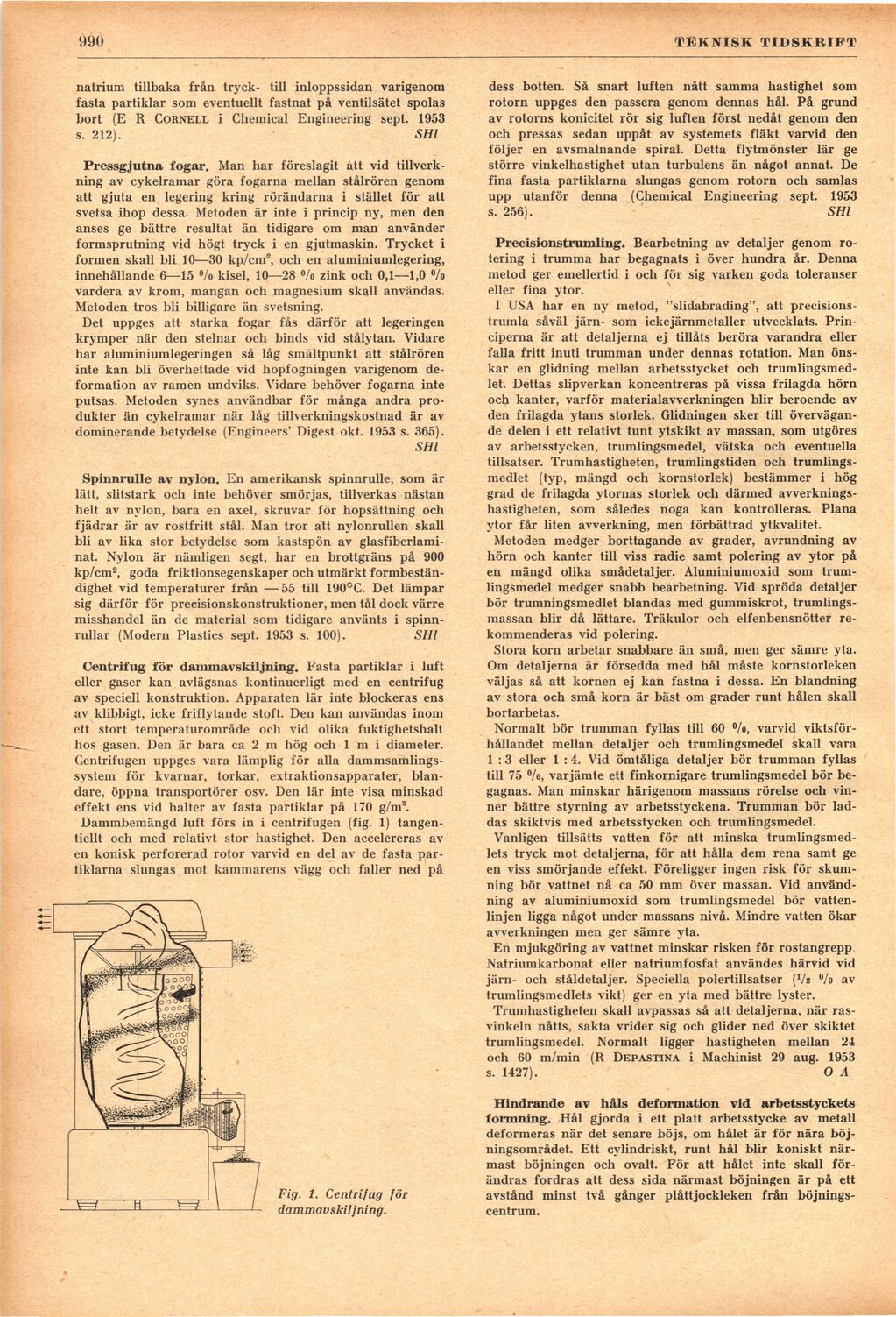
Centrifug för danimavskiljning. Fasta partiklar i luft
eller gaser kan avlägsnas kontinuerligt med en centrifug
av speciell konstruktion. Apparaten lär inte blockeras ens
av klibbigt, icke friflytande stoft. Den kan användas inom
ett stort temperaturområde och vid olika fuktighetshalt
hos gasen. Den är bara ca 2 m hög och 1 m i diameter.
Centrifugen uppges vara lämplig för alla
dammsamlings-system för kvarnar, torkar, extraktionsapparater,
blan-dare, öppna transportörer osv. Den lär inte visa minskad
effekt ens vid halter av fasta partiklar på 170 g/m3.
Dammbemängd luft förs in i centrifugen (fig. 1)
tangentiellt och med relativt stor hastighet. Den accelereras av
en konisk perforerad rotor varvid en del av de fasta
partiklarna slungas mot kammarens vägg och faller ned på
Fig. 1. Centrifug för
dammav skilj ning.
dess botten. Så snart luften nått samma hastighet som
rotorn uppges den passera genom dennas hål. På grund
av rotorns konicitet rör sig luften först nedåt genom den
och pressas sedan uppåt av systemets fläkt varvid den
följer en avsmalnande spiral. Detta flytmönster lär ge
större vinkelhastighet utan turbulens än något annat. De
fina fasta partiklarna slungas genom rotorn och samlas
upp utanför denna (Chemical Engineering sept. 1953
s. 256). SHl
Precisionstrumling. Bearbetning av detaljer genom
rotering i trumma har begagnats i över hundra år. Denna
metod ger emellertid i och för sig varken goda toleranser
eller fina ytor.
I USA har en ny metod, "slidabrading", att
precisions-t rumla såväl järn- som icke järnmetaller utvecklats.
Principerna är att detaljerna ej tillåts beröra varandra eller
falla fritt inuti trumman under dennas rotation. Man
önskar en glidning mellan arbetsstycket och
trumlingsmed-let. Dettas slipverkan koncentreras på vissa frilagda hörn
och kanter, varför materialavverkningen blir beroende av
den frilagda ytans storlek. Glidningen sker till
övervägande delen i ett relativt tunt ytskikt av massan, som utgöres
av arbetsstycken, trumlingsmedel, vätska och eventuella
tillsatser. Trumhastigheten, trumlingstiden och
trumlings-medlet (typ, mängd och kornstorlek) bestämmer i hög
grad de frilagda ytornas storlek och därmed
avverkningshastigheten, som således noga kan kontrolleras. Plana
ytor får liten avverkning, men förbättrad ytkvalitet.
Metoden medger borttagande av grader, avrundning av
hörn och kanter till viss radie samt polering av ytor på
en mängd olika smådetaljer. Aluminiumoxid som
trumlingsmedel medger snabb bearbetning. Vid spröda detaljer
bör trumningsmedlet blandas med gummiskrot,
trumlings-massan blir då lättare. Träkulor och elfenbensnötter
rekommenderas vid polering.
Stora korn arbetar snabbare än små, men ger sämre yta.
Om detaljerna är försedda med hål måste kornstorleken
väljas så att kornen ej kan fastna i dessa. En blandning
av stora och små korn är bäst om grader runt hålen skall
bortarbetas.
Normalt bör trumman fyllas till 60 %, varvid
viktsförhållandet mellan detaljer och trumlingsmedel skall vara
1 :3 eller 1 :4. Vid ömtåliga detaljer bör trumman fyllas
till 75 °/o, varjämte ett finkornigare trumlingsmedel bör
begagnas. Man minskar härigenom massans rörelse och
vinner bättre styrning av arbetsstyckena. Trumman bör
laddas skiktvis med arbetsstycken och trumlingsmedel.
Vanligen tillsätts vatten för att minska
trumlingsmed-lets tryck mot detaljerna, för att hålla dem rena samt ge
en viss smörjande effekt. Föreligger ingen risk för
skumning bör vattnet nå ca 50 mm över massan. Vid
användning av aluminiumoxid som trumlingsmedel bör
vattenlinjen ligga något under massans nivå. Mindre vatten ökar
avverkningen men ger sämre yta.
En mjukgöring av vattnet minskar risken för rostangrepp
Natriumkarbonat eller natriumfosfat användes härvid vid
järn- och ståldetaljer. Speciella polertillsatser (Va °/o av
trumlingsmedlets vikt) ger en yta med bättre lyster.
Trumhastigheten skall avpassas så att detaljerna, när
rasvinkeln nåtts, sakta vrider sig och glider ned över skiktet
trumlingsmedel. Normalt ligger hastigheten mellan 24
och 60 m/min (R Depastina i Machinist 29 aug. 1953
s. 1427). O A
Hindrande av håls deformation vid arbetsstyckets
formning. Hål gjorda i ett platt arbetsstycke av metall
deformeras när det senare böjs, om hålet är för nära
böjningsområdet. Ett cylindriskt, runt hål blir koniskt
närmast böjningen och ovalt. För att hålet inte skall
förändras fordras att dess sida närmast böjningen är på ett
avstånd minst två gånger plåttjockleken från
böjningscentrum.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}