
Full resolution (JPEG) - On this page / på denna sida - H. 5. 2 februari 1954 - Drifterfarenheter med varmblästerkupolugnar, av Bertil Thyberg
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
78
TEKNISK TIDSKRIFT
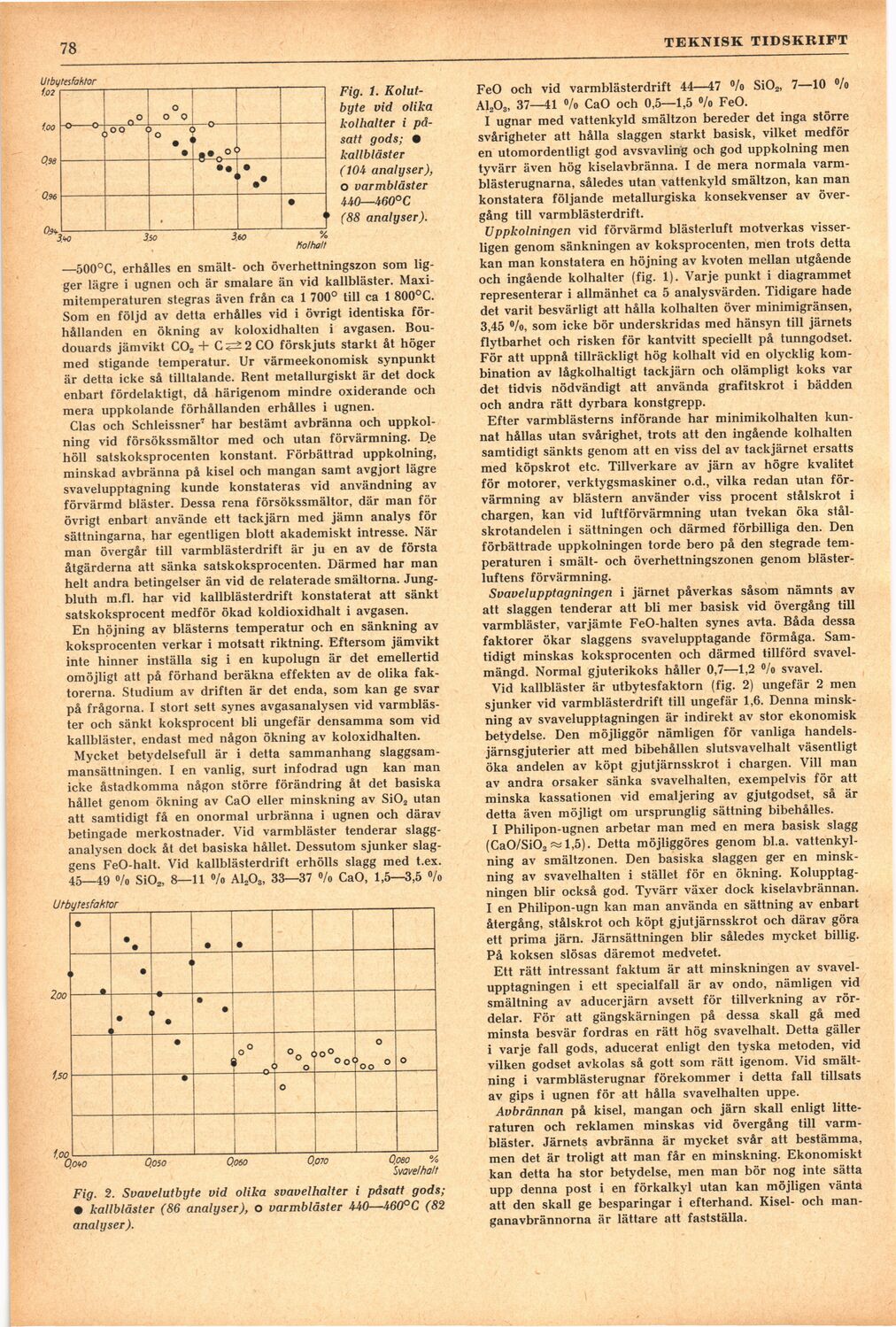
Fig. 1.
Kolutbyte vid olika
kolhalter i
påsatt gods; •
kallbläster
(104 analyser),
O varmbläster
440—460°C
(88 analyser).
—500°C, erhålles en smält- och överhettningszon som
ligger lägre i ugnen och är smalare än vid kallbläster.
Maximitemperaturen stegras även från ca 1 700° till ca 1 800°C.
Som en följd av detta erhålles vid i övrigt identiska
förhållanden en ökning av koloxidhalten i avgasen.
Bou-douards jämvikt C02 + C 2 CO förskjuts starkt åt höger
med stigande temperatur. Ur värmeekonomisk synpunkt
är detta icke så tilltalande. Rent metallurgiskt är det dock
enbart fördelaktigt, då härigenom mindre oxiderande och
mera uppkolande förhållanden erhålles i ugnen.
Clas och Schleissner7 har bestämt avbränna och
uppkol-ning vid försökssmältor med och utan förvärmning. D.e
höll satskoksprocenten konstant. Förbättrad uppkolning,
minskad avbränna på kisel och mangan samt avgjort lägre
svavelupptagning kunde konstateras vid användning av
förvärmd bläster. Dessa rena försökssmältor, där man för
övrigt enbart använde ett tackjärn med jämn analys för
sättningarna, har egentligen blott akademiskt intresse. När
man övergår till varmblästerdrift är ju en av de första
åtgärderna att sänka satskoksprocenten. Därmed har man
helt andra betingelser än vid de relaterade smältorna.
Jung-bluth m.fl. har vid kallblästerdrift konstaterat att sänkt
satskoksprocent medför ökad koldioxidhalt i avgasen.
En höjning av blästerns temperatur och en sänkning av
koksprocenten verkar i motsatt riktning. Eftersom jämvikt
inte hinner inställa sig i en kupolugn är det emellertid
omöjligt att på förhand beräkna effekten av de olika
faktorerna. Studium av driften är det enda, som kan ge svar
på frågorna. I stort sett synes avgasanalysen vid
varmbläster och sänkt koksprocent bli ungefär densamma som vid
kallbläster, endast med någon ökning av koloxidhalten.
Mycket betydelsefull är i detta sammanhang
slaggsammansättningen. I en vanlig, surt infodrad ugn kan man
icke åstadkomma någon större förändring åt det basiska
hållet genom ökning av CaO eller minskning av Si02 utan
att samtidigt få en onormal urbränna i ugnen och därav
betingade merkostnader. Vid varmbläster tenderar
slagganalysen dock åt det basiska hållet. Dessutom sjunker
slaggens FeO-halt. Vid kallblästerdrift erhölls slagg med t.ex.
45—49 °/o Si02, 8—11 °/o A1203, 33—37 °/o CaO, 1,5—3,5 °/o
Utbytesfaktor
Fig. 2. Svavelutbyte vid olika svavelhalter i påsatt gods;
• kallbläster (86 analyser), o varmbläster 440—460°C (82
analyser).
FeO och vid varmblästerdrift 44—47 % Si02, 7—10 %
A1„03, 37—41 °/o CaO och 0,5—1,5 °/o FeO.
I ugnar med vattenkyld smältzon bereder det inga större
svårigheter att hålla slaggen starkt basisk, vilket medför
en utomordentligt god avsvavling och god uppkolning men
tyvärr även hög kiselavbränna. I de mera normala
varm-blästerugnarna, således utan vattenkyld smältzon, kan man
konstatera följande metallurgiska konsekvenser av
övergång till varmblästerdrift.
Uppkolningen vid förvärmd blästerluft motverkas
visserligen genom sänkningen av koksprocenten, men trots detta
kan man konstatera en höjning av kvoten mellan utgående
och ingående kolhalter (fig. 1). Varje punkt i diagrammet
representerar i allmänhet ca 5 analysvärden. Tidigare hade
det varit besvärligt att hålla kolhalten över minimigränsen,
3,45 %>, som icke bör underskridas med hänsyn till järnets
flytbarhet och risken för kantvitt speciellt på tunngodset.
För att uppnå tillräckligt hög kolhalt vid en olycklig
kombination av lågkolhaltigt tackjärn och olämpligt koks var
det tidvis nödvändigt att använda grafitskrot i bädden
och andra rätt dyrbara konstgrepp.
Efter varmblästerns införande har minimikolhalten
kunnat hållas utan svårighet, trots att den ingående kolhalten
samtidigt sänkts genom att en viss del av tackjärnet ersatts
med köpskrot etc. Tillverkare av järn av högre kvalitet
för motorer, verktygsmaskiner o.d., vilka redan utan
förvärmning av blästern använder viss procent stålskrot i
chargen, kan vid luftförvärmning utan tvekan öka
stål-skrotandelen i sättningen och därmed förbilliga den. Den
förbättrade uppkolningen torde bero på den stegrade
temperaturen i smält- och överhettningszonen genom
bläster-luftens förvärmning.
Svavelupptagningen i järnet påverkas såsom nämnts av
att slaggen tenderar att bli mer basisk vid övergång till
varmbläster, varjämte FeO-halten synes avta. Båda dessa
faktorer ökar slaggens svavelupptagande förmåga.
Samtidigt minskas koksprocenten och därmed tillförd
svavelmängd. Normal gjuterikoks håller 0,7—1,2 °/o svavel.
Vid kallbläster är utbytesfaktorn (fig. 2) ungefär 2 men
sjunker vid varmblästerdrift till ungefär 1,6. Denna
minskning av svavelupptagningen är indirekt av stor ekonomisk
betydelse. Den möjliggör nämligen för vanliga
handels-järnsgjuterier att med bibehållen slutsvavelhalt väsentligt
öka andelen av köpt gjutjärnsskrot i chargen. Vill man
av andra orsaker sänka svavelhalten, exempelvis för att
minska kassationen vid emaljering av gjutgodset, så är
detta även möjligt om ursprunglig sättning bibehålles.
I Philipon-ugnen arbetar man med en mera basisk slagg
(CaO/SiÖ2«1,5). Detta möjliggöres genom bl.a.
vattenkylning av smältzonen. Den basiska slaggen ger en
minskning av svavelhalten i stället för en ökning.
Kolupptagningen blir också god. Tyvärr växer dock kiselavbrännan.
I en Philipon-ugn kan man använda en sättning av enbart
återgång, stålskrot och köpt gjutjärnsskrot och därav göra
ett prima järn. Järnsättningen blir således mycket billig.
På koksen slösas däremot medvetet.
Ett rätt intressant faktum är att minskningen av
svavelupptagningen i ett specialfall är av ondo, nämligen vid
smältning av aducerjärn avsett för tillverkning av
rördelar. För att gängskärningen på dessa skall gå med
minsta besvär fordras en rätt hög svavelhalt. Detta gäller
i varje fall gods, aducerat enligt den tyska metoden, vid
vilken godset avkolas så gott som rätt igenom. Vid
smältning i varmblästerugnar förekommer i detta fall tillsats
av gips i ugnen för att hålla svavelhalten uppe.
Avbrännan på kisel, mangan och järn skall enligt
litteraturen och reklamen minskas vid övergång till
varmbläster. Järnets avbränna är mycket svår att bestämma,
men det är troligt att man får en minskning. Ekonomiskt
kan detta ha stor betydelse, men man bör nog inte sätta
upp denna post i en förkalkyl utan kan möjligen vänta
att den skall ge besparingar i efterhand. Kisel- och
man-ganavbrännorna är lättare att fastställa.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}