
Full resolution (JPEG) - On this page / på denna sida - H. 13. 30 mars 1954 - Toleranser: Precisionsgjutning, av Göte Lindgren - Toleranser: Pulverpressning, av Ivan Ljungberg

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
300
TEKNISK TIDSKRIFT
flyter därvid ut mellan sandkornen och binder
dessa samman. Efter en tid, varierande mellan
5 och 20 s, har ett skal av sand med ca 5 mm
tjocklek bildats runt modellen, och den sand,
som inte påverkats av det värmda brättet, förs
bort. Härefter härdas skalet i en ugn vid 350—
500°C och skjuts av modellen. Formskalen för
varje formhalva sammanfogas därpå med
klämmor och inpackas i stålsand e.d. före gjutningen.
Skalformningsmetoden, som uppfunnits av
Cro-ning i Tyskland, har av amerikanarna tagits som
krigsbyte och efter kriget ägnats mycket
utvecklingsarbete. Anledningen härtill har framför allt
varit dess möjligheter att minska arbetsmånen
hos gjutgodsstycket och därmed erhålla
materialbesparingar samt möjligheter till förbättrade
toleranser på gjutgodset.
Den bättre måttnoggrannheten kan anses bero
på följande orsaker: ingen vibrering av
modeller vid lossning från formen, mycket god
styrning mellan de båda formhalvorna, ingen
variation i formskalets hårdhet samt minimal
eftergift hos formskalet vid gjutningen.
Inom en formhalva kan man räkna med nästan
exakt avgjutning av modellen.
Dimensionsnoggrannheten på längdmått för medelstort
gjutgods (upp till ca 300 mm) inom en formhalva
anses vara ± 0,10—0,15 %. Noggrannheten är
emellertid inte lika god vinkelrätt mot partytan,
då själva hopfogningen av formhalvorna
påverkar resultatet. Man räknar här med ± 0,3—
0,5 %.
Skalformningsmetoden har emellertid en viss
begränsning, nämligen vid gjutning av cylindrar.
Vid skalformningsmetoden delas en cylinder i
allmänhet vertikalt. Av detta följer på grund av
fjädringen i de båda formhalvorna, att
ytterdiametern mätt i partytan alltid blir mindre än
motsvarande ytterdiameter mätt vinkelrätt mot
partytan. Avvikelser mellan dessa båda mått
enbart på grund av nämnda faktor på upp till 1 mm
har uppmätts.
Precisionsgjutning enligt vaxmetoden innebär,
att en exakt modell i vax tillverkas. Denna
vax-modell med erforderliga ingjut inbäddas i ett
material, som för icke järnmetaller med låg
smältpunkt består av en blandning av vatten,
kvartsmjöl och gips (Tekn. T. 1948 s. 103, 1950
s. 1000). Sedan formen torkats, värms den med
ånga eller varmluft varvid vaxet smälter och
rinner bort. Den på detta sätt erhållna formen
uppvärmes sedan till en temperatur mellan 750 och
1 050°C, varvid all fukt och alla vaxrester
avlägsnas. Formen, med det exakta avgjutet av
vax-modellen är sedan färdig för gjutning.
Precisionsgjutning möjliggör framställning av
detaljer med invecklade former och konturer
samt möjlighet att hålla snäva toleranser på det
färdiga gjutgodsstycket. En normal
måttnoggrannhet för denna metod är ± 0,1 mm, men vid
små detaljer och stor omsorg vid tillverkningen
kan måttnoggrannheter på ± 0,05 mm erhållas.
Som exempel kan nämnas, att i ett
gjutgods-stycke med ett hål, 6 mm i diameter och 12 mm
djupt, har noggrannheten kunnat hållas vid
± 0,075 mm på båda dimensionerna under
normala produktionsbetingelser.
Pulverpressning
Ingenjör Ivan Ljungberg, Huskvarna
Den pulvermetallurgiska tillverkningsteknikens
egenart gör att det icke är möjligt att ånge några
allmänt giltiga tillverkningstoleranser för
sinter-ståldetaljer. De toleranser, som kan innehållas
är beroende av en mängd faktorer, såsom det
använda materialets sammansättning,
presskroppens form och porositet samt vilken operation
som avslutar tillverkningen.
Om den sista operationen utgörs av sintring
eller annan värmebehandling (härdning), måste
dimensionsförändringarna fastställas genom
empiriska försök i varje enskilt fall. Då
tillverkningen avslutas med pressning (kalibrering),
kan däremot vissa regler uppställas för de
toleranser, som kan innehållas. Även i detta fall är
dock toleranserna, om än i mindre grad,
beroende på de angivna faktorerna samt på
pressverktygets noggrannhet och pressens funktion.
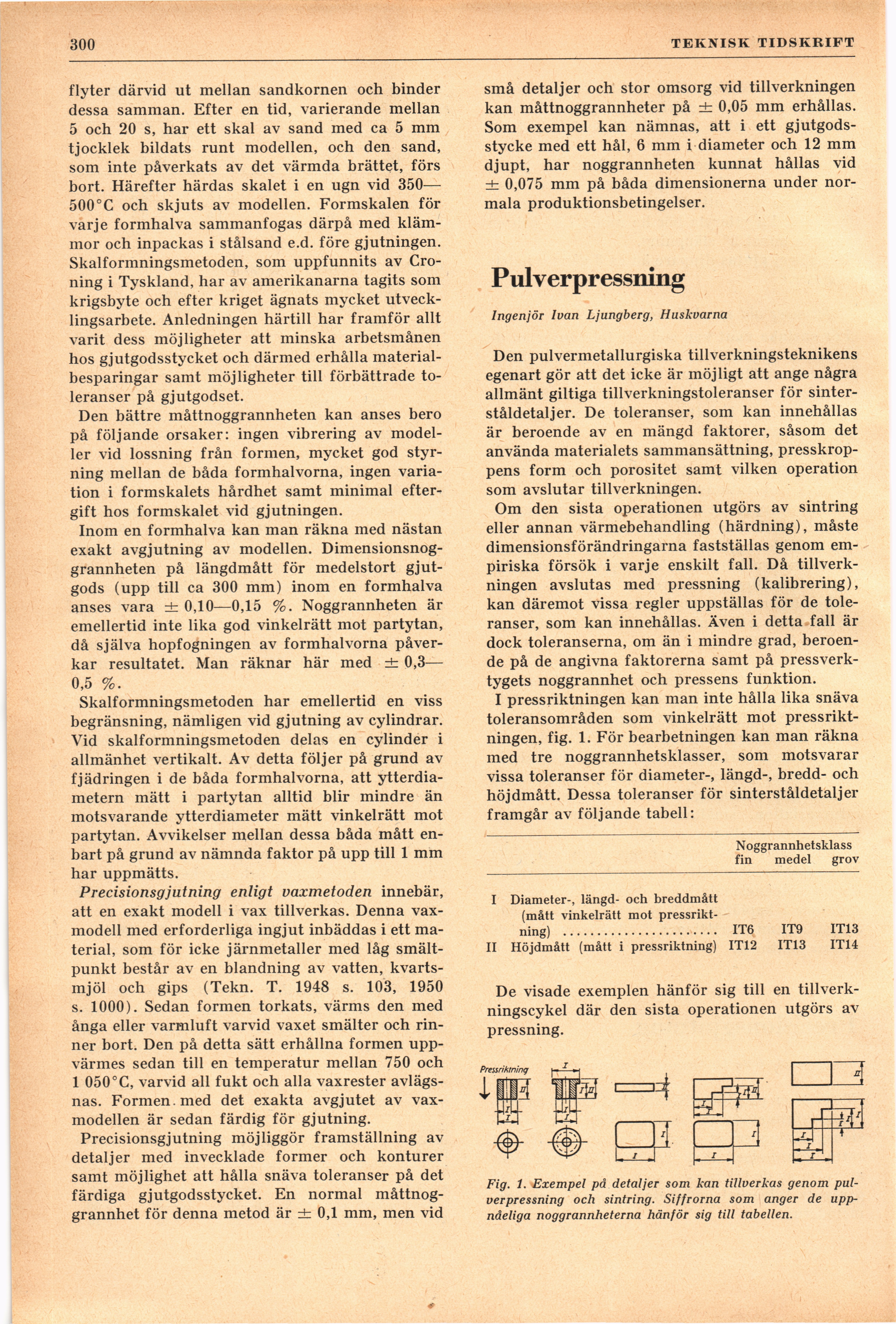
I pressriktningen kan man inte hålla lika snäva
toleransområden som vinkelrätt mot
pressriktningen, fig. 1. För bearbetningen kan man räkna
med tre noggrannhetsklasser, som motsvarar
vissa toleranser för diameter-, längd-, bredd- och
höjdmått. Dessa toleranser för sinterståldetaljer
framgår av följande tabell:
Noggrannhetsklass
fin medel grov
I Diameter-, längd- och breddmått
(mått vinkelrätt mot
pressriktning) ....................... IT6
II Höjdmått (mått i pressriktning) IT12
IT9
IT13
IT13
IT14
De visade exemplen hänför sig till en
tillverkningscykel där den sista operationen utgörs av
pressning.
Fig. 1. Exempel på detaljer som kan tillverkas genom
pulverpressning och sintring. Siffrorna som änger de
uppnåeliga noggrannheterna hänför sig till tabellen.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}