
Full resolution (JPEG) - On this page / på denna sida - H. 20. 18 maj 1954 - Andras erfarenheter - Skalformning vid gjutning av automobildelar, av Ulf Ljung - Nya metoder - Apparat för tjockleksmätning med betastrålare, av SHl - Torkning av kristaller i fluidiserad bädd, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
466
ning av det uppvärmda brättet, varpå lådan tippas 180°
och sanden faller ned på modellen. Plasten kommer vid
kontakten med den varma modellen att flyta ut och binda
samman sandkornen samt börja härdas. Tiden för denna
operation blir beroende av den tjocklek man önskar på
skalet. Vid de flesta gjutningar räcker det med 20—25 s,
vilket ger en skaltjocklek på 6—8 mm.
Sluthärdning för att skalformen skall få
tillfredsställande hållfasthet sker i en gaseldad strålningsugn vid
550—650°C under 30—60 s. En brunbränd form med hård
och slät yta erhålls. Genom att formmaterialet hela tiden
varit i kontakt med modellen blir avtrycket fullt korrekt.
Efter härdningen dras formen från modellen och
hoplimmas i en speciell limningsmaskin med den andra
formhalvan och eventuella kärnor till en färdig form.
Kärnorna tillverkas på samma sätt som skalformen.
Den nya metoden möjliggör en fullständig automatisering
av formningsarbetet, varför mindre kvalificerad
arbetskraft kan användas. Arbetsförhållandena blir avsevärt
förbättrade och mindre utrymme erfordras. En skalform kan
lagras obegränsad tid utan att förstöras (J H Smith i
Machinery nov. 1953 s. 186). Ulf Ljung
Nya metoder
Apparat för tjockleksmätning med betastrålare. Av de
tre slagen radioaktiv strålning lämpar sig ß-strålar bäst
för tjockleksmätning av band med icke alltför stor
tjocklek (Tekn. T. 1951 s. 428, 1952 s. 144, 1953 s. 600). Den
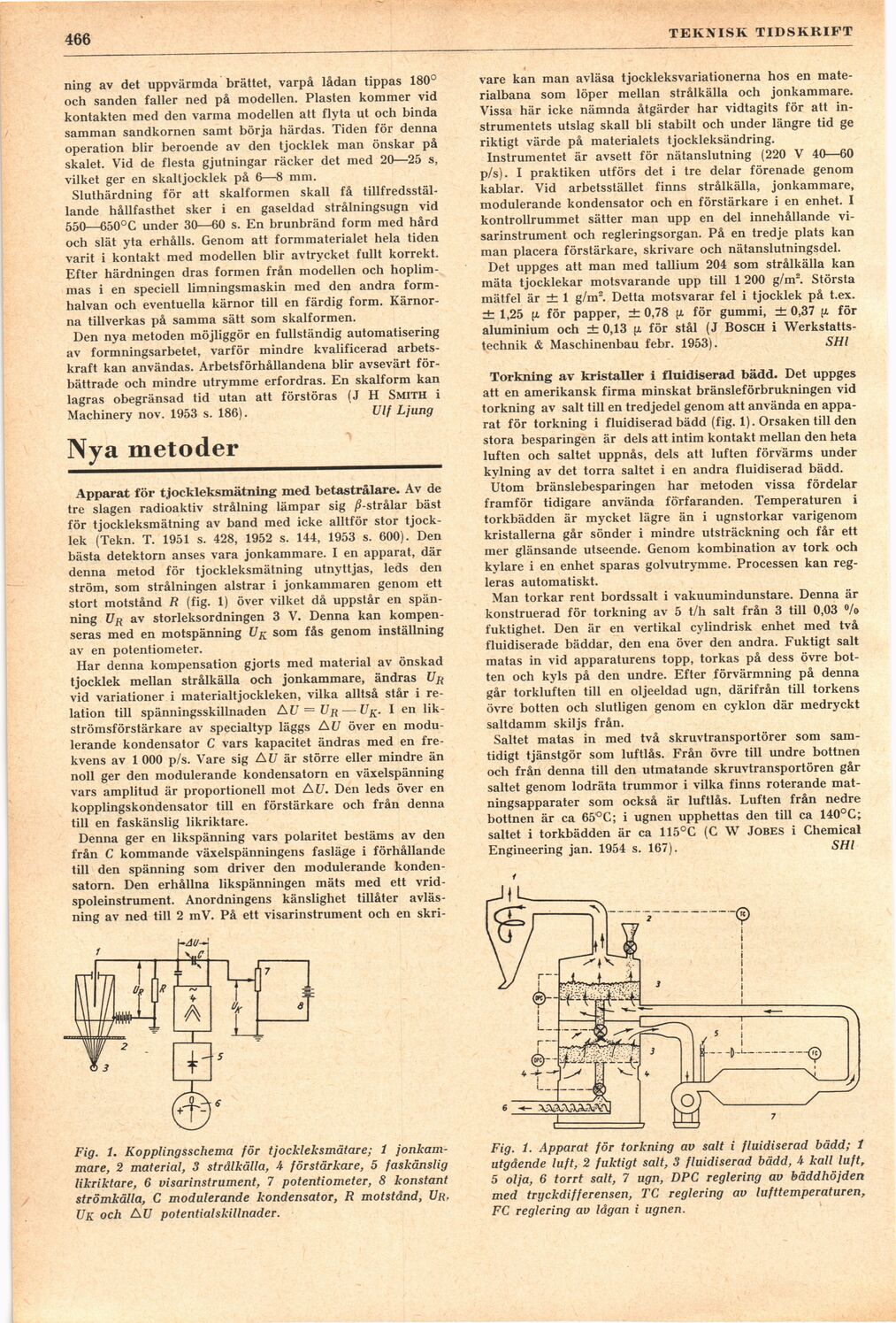
bästa detektorn anses vara jonkammare. I en apparat, där
denna metod för tjockleksmätning utnyttjas, leds den
ström, som strålningen alstrar i jonkammaren genom ett
stort motstånd R (fig. 1) över vilket då uppstår en
spänning Ur av storleksordningen 3 V. Denna kan
kompenseras med en motspänning som fås genom inställning
av en potentiometer.
Har denna kompensation gjorts med material av önskad
tjocklek mellan strålkälla och jonkammare, ändras Ur
vid variationer i materialtjockleken, vilka alltså står i
relation till spänningsskillnaden AU = Ur— UK. I en
likströmsförstärkare av specialtyp läggs AU över en
modu-lerande kondensator C vars kapacitet ändras med en
frekvens av 1 000 p/s. Vare sig AU är större eller mindre än
noll ger den modulerande kondensatorn en växelspänning
vars amplitud är proportionell mot AU. Den leds över en
kopplingskondensator till en förstärkare och från denna
till en faskänslig likriktare.
Denna ger en likspänning vars polaritet bestäms av den
från C kommande växelspänningens fasläge i förhållande
till den spänning som driver den modulerande
kondensatorn. Den erhållna likspänningen mäts med ett
vrid-spoleinstrument. Anordningens känslighet tillåter
avläsning av ned till 2 in V. På ett visarinstrument och en skri-
vare kan man avläsa tjockleksvariationerna hos en
materialbana som löper mellan strålkälla och jonkammare.
Vissa här icke nämnda åtgärder har vidtagits för att
instrumentets utslag skall bli stabilt och under längre tid ge
riktigt värde på materialets tjockleksändring.
Instrumentet är avsett för nätanslutning (220 V 40—60
p/s). I praktiken utförs det i tre delar förenade genom
kablar. Vid arbetsstället finns strålkälla, jonkammare,
modulerande kondensator och en förstärkare i en enhet. I
kontrollrummet sätter man upp en del innehållande
visarinstrument och regleringsorgan. På en tredje plats kan
man placera förstärkare, skrivare och nätanslutningsdel.
Det uppges att man med tallium 204 som strålkälla kan
mäta tjocklekar motsvarande upp till 1 200 g/m2. Största
mätfel är ± 1 g/m2. Detta motsvarar fel i tjocklek på t.ex.
±1,25 fi för papper, ± 0,78 (x för gummi, ± 0,37 (A för
aluminium och ± 0,13 fx för stål (J BOSCH i
Werkstatts-technik & Maschinenbau febr. 1953). SHl
Torkning av kristaller i fluidiserad bädd. Det uppges
att en amerikansk firma minskat bränsleförbrukningen vid
torkning av salt till en tredjedel genom att använda en
apparat för torkning i fluidiserad bädd (fig. 1). Orsaken till den
stora besparingen är dels att intim kontakt mellan den heta
luften och saltet uppnås, dels att luften förvärms under
kylning av det torra saltet i en andra fluidiserad bädd.
Utom bränslebesparingen har metoden vissa fördelar
framför tidigare använda förfaranden. Temperaturen i
torkbädden är mycket lägre än i ugnstorkar varigenom
kristallerna går sönder i mindre utsträckning och får ett
mer glänsande utseende. Genom kombination av tork och
kylare i en enhet sparas golvutrymme. Processen kan
regleras automatiskt.
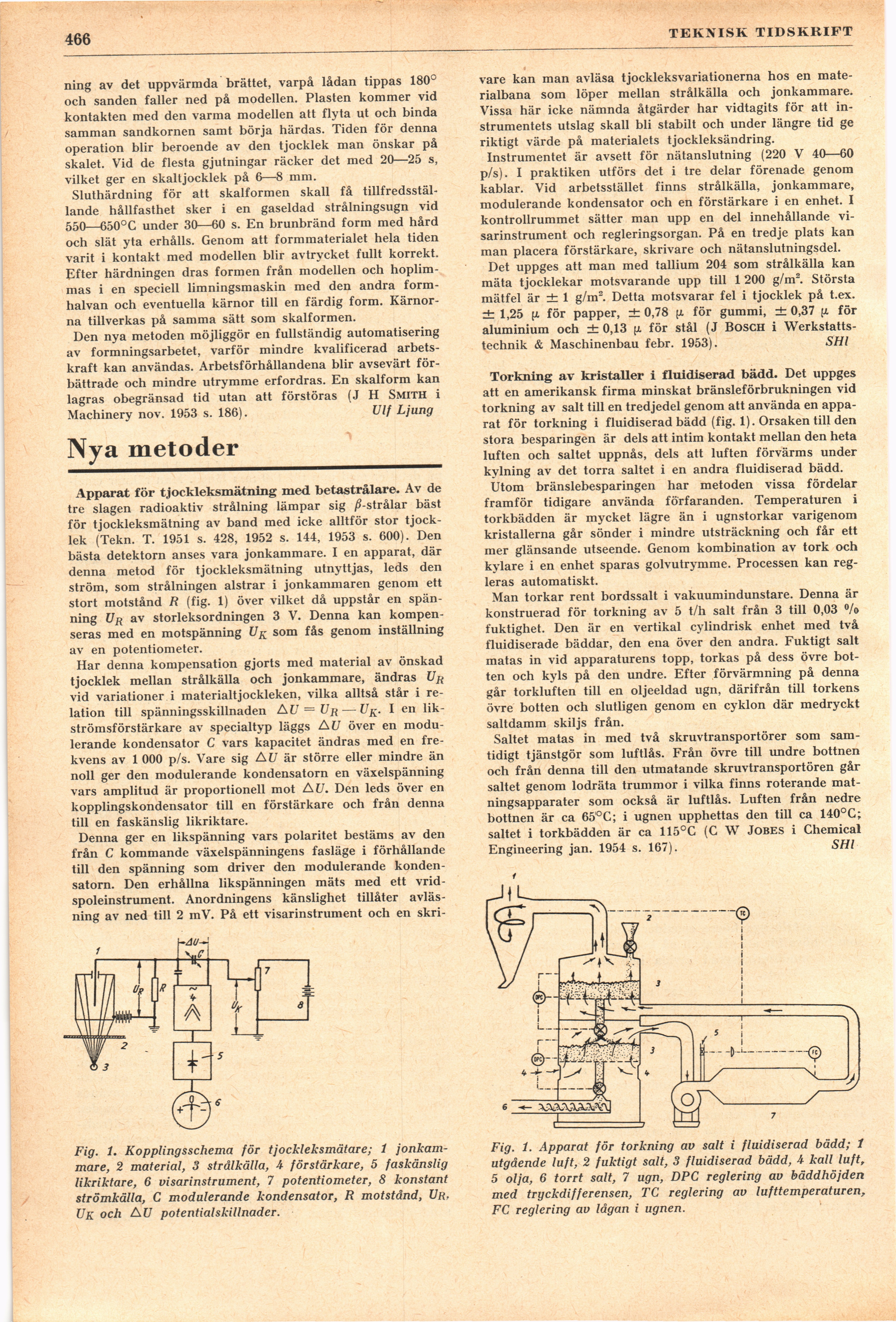
Man torkar rent bordssalt i vakuumindunstare. Denna är
konstruerad för torkning av 5 t/h salt från 3 till 0,03 %
fuktighet. Den är en vertikal cylindrisk enhet med två
fluidiserade bäddar, den ena över den andra. Fuktigt salt
matas in vid apparaturens topp, torkas på dess övre
botten och kyls på den undre. Efter förvärmning på denna
går torkluften till en oljeeldad ugn, därifrån till torkens
övre botten och slutligen genom en cyklon där medryckt
saltdamm skiljs från.
Saltet matas in med två skruvtransportörer som
samtidigt tjänstgör som luftlås. Från övre till undre bottnen
och från denna till den utmatande skruvtransportören går
saltet genom lodräta trummor i vilka finns roterande
matningsapparater som också är luftlås. Luften från nedre
bottnen är ca 65’°C; i ugnen upphettas den till ca 140°C;
saltet i torkbädden är ca 115°C (C W Jobes i Chemical
Engineering jan. 1954 s. 167). SHl
Fig. 1. Kopplingsschema för tjockleksmätare; 1
jonkammare, 2 material, 3 strålkälla, U förstärkare, 5 faskänslig
likriktare, 6 visarinstrument, 7 potentiometer, 8 konstant
strömkälla, C modulerande kondensator, R motstånd, Ur,
Ur och AU potentialskillnader.
Fig. 1. Apparat för torkning av salt i fluidiserad bädd; 1
utgående luft, 2 fuktigt salt, 3 fluidiserad bädd, 4 kall luft,
5 olja, 6 torrt salt, 7 ugn, DPC reglering av bäddhöjden
med tryckdifferensen, TC reglering av lufttemperaturen,
FC reglering av lågan i ugnen.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}