
Full resolution (JPEG) - On this page / på denna sida - H. 7. 15 februari 1955 - Nya metoder - Sprängprovning av svetsar, av Sune A Granström - Bestämning av färgskikts vattengenomsläpplighet, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
136
TEKNISK TIDSKRIFT
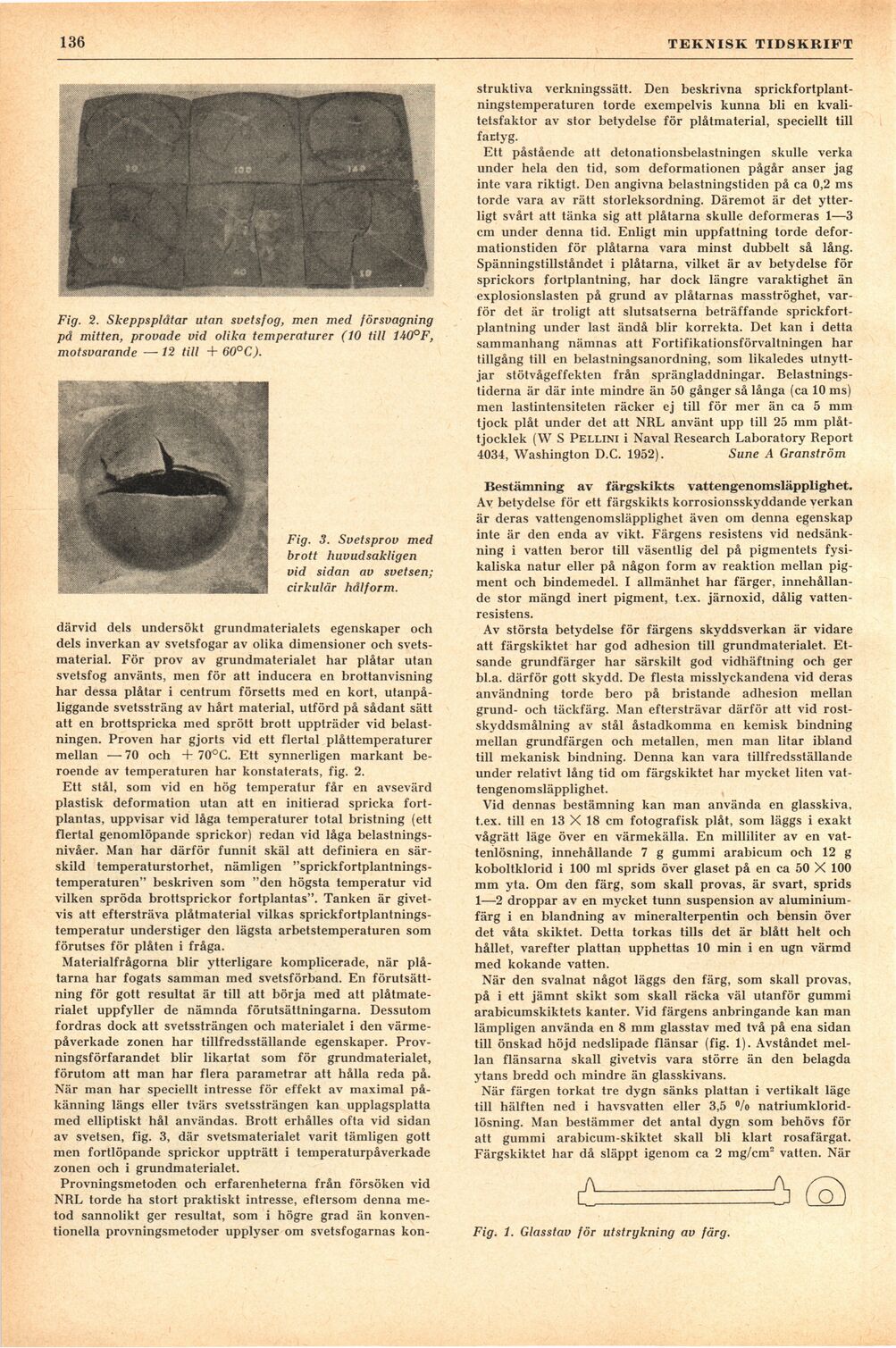
Fig. 2. Skeppsplåtar utan svetsfog, men med försvagning
på mitten, provade vid olika temperaturer (10 till 1W°F,
motsvarande —12 till + 60°C).
Fig. 3. Svetsprov med
brott huvudsakligen
vid sidan av svetsen;
cirkulär hålform.
därvid dels undersökt grundmaterialets egenskaper och
dels inverkan av svetsfogar av olika dimensioner och
svetsmaterial. För prov av grundmaterialet har plåtar utan
svetsfog använts, men för att inducera en brottanvisning
har dessa plåtar i centrum försetts med en kort,
utanpå-liggande svetssträng av hårt material, utförd på sådant sätt
att en brottspricka med sprött brott uppträder vid
belastningen. Proven har gjorts vid ett flertal plåttemperaturer
mellan — 70 och + 70°C. Ett synnerligen markant
beroende av temperaturen har konstaterats, fig. 2.
Ett stål, som vid en hög temperatur får en avsevärd
plastisk deformation utan att en initierad spricka
fortplantas, uppvisar vid låga temperaturer total bristning (ett
flertal genomlöpande sprickor) redan vid låga
belastningsnivåer. Man har därför funnit skäl att definiera en
särskild temperaturstorhet, nämligen
"sprickfortplantnings-temperaturen" beskriven som "den högsta temperatur vid
vilken spröda brottsprickor fortplantas". Tanken är
givetvis att eftersträva plåtmaterial vilkas
sprickfortplantnings-temperatur understiger den lägsta arbetstemperaturen som
förutses för plåten i fråga.
Materialfrågorna blir ytterligare komplicerade, när
plåtarna har fogats samman med svetsförband. En
förutsättning för gott resultat är till att börja med att
plåtmaterialet uppfyller de nämnda förutsättningarna. Dessutom
fordras dock att svetssträngen och materialet i den
värme-påverkade zonen har tillfredsställande egenskaper.
Provningsförfarandet blir likartat som för grundmaterialet,
förutom att man har flera parametrar att hålla reda på.
När man har speciellt intresse för effekt av maximal
påkänning längs eller tvärs svetssträngen kan upplagsplatta
med elliptiskt hål användas. Brott erhålles ofta vid sidan
av svetsen, fig. 3, där svetsmaterialet varit tämligen gott
men fortlöpande sprickor uppträtt i temperaturpåverkade
zonen och i grundmaterialet.
Provningsmetoden och erfarenheterna från försöken vid
NRL torde ha stort praktiskt intresse, eftersom denna
metod sannolikt ger resultat, som i högre grad än
konventionella provningsmetoder upplyser om svetsfogarnas kon-
struktiva verkningssätt. Den beskrivna
sprickfortplant-ningstemperaturen torde exempelvis kunna bli en
kvalitetsfaktor av stor betydelse för plåtmaterial, speciellt till
factyg.
Ett påstående att detonationsbelastningen skulle verka
under hela den tid, som deformationen pågår anser jag
inte vara riktigt. Den angivna belastningstiden på ca 0,2 ms
torde vara av rätt storleksordning. Däremot är det
ytterligt svårt att tänka sig att plåtarna skulle deformeras 1—3
cm under denna tid. Enligt min uppfattning torde
deformationstiden för plåtarna vara minst dubbelt så lång.
Spänningstillståndet i plåtarna, vilket är av betydelse för
sprickors fortplantning, har dock längre varaktighet än
explosionslasten på grund av plåtarnas masströghet,
varför det är troligt att slutsatserna beträffande
sprickfortplantning under last ändå blir korrekta. Det kan i detta
sammanhang nämnas att Fortifikationsförvaltningen har
tillgång till en belastningsanordning, som likaledes
utnyttjar stötvågeffekten från sprängladdningar.
Belastningstiderna är där inte mindre än 50 gånger så långa (ca 10 ms)
men lastintensiteten räcker ej till för mer än ca 5 mm
tjock plåt under det att NRL använt upp till 25 mm
plåttjocklek (W S Pellini i Naval Research Laboratory Report
4034, Washington D.C. 1952). Sune A Granström
Bestämning av färgskikts vattengenomsläpplighet.
Av betydelse för ett färgskikts korrosionsskyddande verkan
är deras vattengenomsläpplighet även om denna egenskap
inte är den enda av vikt. Färgens resistens vid
nedsänkning i vatten beror till väsentlig del på pigmentets
fysikaliska natur eller på någon form av reaktion mellan
pigment och bindemedel. I allmänhet har färger,
innehållande stor mängd inert pigment, t.ex. järnoxid, dålig
vattenresistens.
Av största betydelse för färgens skyddsverkan är vidare
att färgskiktet har god adhesion till grundmaterialet.
Etsande grundfärger har särskilt god vidhäftning och ger
bl.a. därför gott skydd. De flesta misslyckandena vid deras
användning torde bero på bristande adhesion mellan
grund- och täckfärg. Man eftersträvar därför att vid
rostskyddsmålning av stål åstadkomma en kemisk bindning
mellan grundfärgen och metallen, men man litar ibland
till mekanisk bindning. Denna kan vara tillfredsställande
under relativt lång tid om färgskiktet har mycket liten
vattengenomsläpplighet.
Vid dennas bestämning kan man använda en glasskiva,
t.ex. till en 13 X 18 cm fotografisk plåt, som läggs i exakt
vågrätt läge över en värmekälla. En milliliter av en
vattenlösning, innehållande 7 g gummi arabicum och 12 g
koboltklorid i 100 ml sprids över glaset på en ca 50 X 100
mm yta. Om den färg, som skall provas, är svart, sprids
1—2 droppar av en mycket tunn suspension av
aluminiumfärg i en blandning av mineralterpentin och bensin över
det våta skiktet. Detta torkas tills det är blått helt och
hållet, varefter plattan upphettas 10 min i en ugn värmd
med kokande vatten.
När den svalnat något läggs den färg, som skall provas,
på i ett jämnt skikt som skall räcka väl utanför gummi
arabicumskiktets kanter. Vid färgens anbringande kan man
lämpligen använda en 8 mm glasstav med två på ena sidan
till önskad höjd nedslipade flänsar (fig. 1). Avståndet
mellan flänsarna skall givetvis vara större än den belagda
ytans bredd och mindre än glasskivans.
När färgen torkat tre dygn sänks plattan i vertikalt läge
till hälften ned i havsvatten eller 3,5 °/o
natriumklorid-lösning. Man bestämmer det antal dygn som behövs för
att gummi arabicum-skiktet skall bli klart rosafärgat.
Färgskiktet har då släppt igenom ca 2 mg/cm2 vatten. När
Fig. 1. Glasstav för utstrykning av färg.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}