
Full resolution (JPEG) - On this page / på denna sida - H. 10. 8 mars 1955 - Andras erfarenheter - Material till formar för glasindustrin, av SHl - Kontaktomformare vid elektrolysanläggningar, av Torsten Johansson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
8 mars 7955
209
Gjutjärnets värmehärdighet kan emellertid förbättras
och dess tendens till svällning minskas genom införande
av legeringsmetaller. Enligt en på senare tid gjord
undersökning är nickel och krom lämpligast, särskilt i
kombination. Molybden ger mer finkornig grafit bestående av
kompakta och rundade flagor.
Grafitkornens storlek, form och fördelning i järnet är av
stor betydelse för dess användbarhet till glasformar.
Långa, sammanhängande grafitflagor gynnar järnets
svällning och ger kanaler för inträngande gaser. Ett gjutjärn
med korta och väl åtskilda grafitflagor motstår bättre
svällning och skalning och allra bäst bör ett järn med
no-dulära grafitkorn, dvs. segjärn, vara.
Segjärn är visserligen inte lika lättbearbetat som grått
gjutjärn, men det kan ges jämnare yta och poleras till
betydligt högre glans. Det har alltigenom finkornig och tät
struktur varför det är uteslutet att man vid svarvning
frilägger porösa områden. Segjärn har dessutom betydligt
större resistens mot oxidation och svällning än grått
gjutjärn; det tål vidare snabba temperaturväxlingar bättre. Vid
formarnas användning når segjärn arbetstemperatur
mycket snabbare än gjutjärn ocn kan hållas betydligt hetare.
Användning av segjärn löser visserligen inte
glasindustrins alla formproblem, men det har under de senaste två
åren utnyttjats i åtskilliga kritiska fall och har härvid
visat sig mycket överlägset alla hittills använda legerade
gjutjärn. Det rekommenderas till tvådelade formar för
glasartiklar som skall ha hög glans, vid tillverkning av
stora serier på grund av dess stora livslängd, vid
framställning av alla typer av pressade glasartiklar när
förhindrande av sprickbildning är av största vikt och vid
tillverkning av pressade dricksglas när formen kan kylas
effektivt.
Ett av de nyaste sätten att behandla glasformar är
pulver-metallurgisk beläggning av deras insida med en legering
av nickel, krom och bor, kallad Colmony. Den ger ett
mycket tätt och hårt, slitstarkt och värmehärdigt ytskikt som
görs upp till 1,5 mm tjockt. På detta sätt behandlade
formar får mycket stor livslängd och ger glasartiklar av hög
kvalitet därför att formens yta länge förblir blank (E R
Flatter i American Ceramic Society Bulletin apr. 1954
s. 101). * SHl
Kontaktomformare vid elektrolysanläggningar.
Utvecklingen inom elektrolystekniken går sedan 10—15 år
mot större strömstyrkor än tidigare, samtidigt som man
söker pressa ned antalet celler, dvs. minska
driftspänningen. Vid aluminiumframställning användes ugnar för
60—100 kA, medan celler för klorelektrolys finns för
40—50 kA. Nackdelarna vid hög driftspänning är att
driften blir mera komplicerad samt att, åtminstone efter
europeiska mått, väl stora produktionsenheter erhålls om
anläggningarna byggs både för hög spänning och stor
ström. Vidare måste större hänsyn tas till olycksfallsrisken
för personalen. Valet av lämplig driftspänning på
likströmssidan är därför av stor betydelse vid
likriktaranläggningar. Genom att använda kontaktomformare
(Tekn. T. 1953 s. 803) får man god ekonomi även vid
medelhöga spänningar (400—500 V) och därigenom kan
man mer fritt välja strömstyrka och anläggningsspänning
vid konstruktion av elektrokemiska anläggningar.
En av kontaktomformarens stora fördelar är den höga
verkningsgraden, vilket är särskilt viktigt vid höga
elpriser. Verkningsgraden, beräknad enligt föreskrifterna i
de tyska normerna (VDE0555), ligger vid färdiga
anläggningar så högt som 95—98 %> inom spänningsintervallet
200—800 V. Därvid är förlusterna i
transformeringsanlägg-ningen inräknade. Vid kvicksilverlikriktaren varierar
verkningsgraden mera med spänningen och växer från ca 85 %
vid 200 V till ca 95 %> vid 800 V. Selenlikriktaren
verkningsgrad ligger vid ca 85 °/o inom det här valda
spänningsområdet.
Vid en ekonomisk jämförelse mellan olika likriktartyper
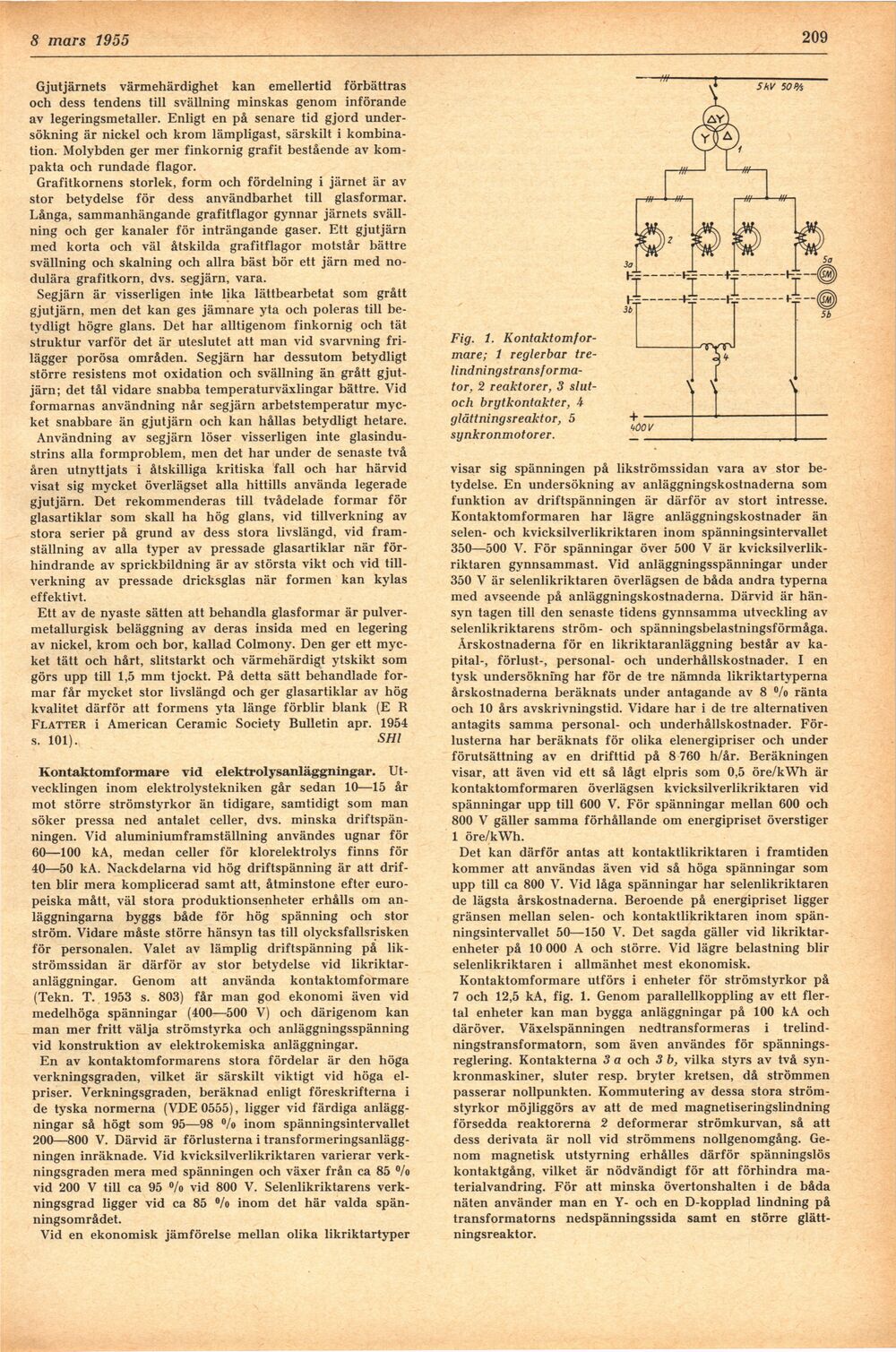
Fig. 1.
Kontaktomformare; 1 reglerbar
tre-lindningstrans formator, 2 reaktorer, 3
slut-och brytkontakter, 4
glättningsreaktor, 5
synkronmotorer.
visar sig spänningen på likströmssidan vara av stor
betydelse. En undersökning av anläggningskostnaderna som
funktion av driftspänningen är därför av stort intresse.
Kontaktomformaren har lägre anläggningskostnader än
selen- och kvicksilverlikriktaren inom spänningsintervallet
350—500 V. För spänningar över 500 V är
kvicksilverlikriktaren gynnsammast. Vid anläggningsspänningar under
350 V är selenlikriktaren överlägsen de båda andra typerna
med avseende på anläggningskostnaderna. Därvid är
hänsyn tagen till den senaste tidens gynnsamma utveckling av
selenlikriktarens ström- och spänningsbelastningsförmåga.
Årskostnaderna för en likriktaranläggning består av
kapital-, förlust-, personal- och underhållskostnader. I en
tysk undersökning har för de tre nämnda likriktartyperna
årskostnaderna beräknats under antagande av 8 °/o ränta
och 10 års avskrivningstid. Vidare har i de tre alternativen
antagits samma personal- och underhållskostnader.
Förlusterna har beräknats för olika elenergipriser och under
förutsättning av en drifttid på 8 760 h/år. Beräkningen
visar, att även vid ett så lågt elpris som 0,5 öre/kWh är
kontaktomformaren överlägsen kvicksilverlikriktaren vid
spänningar upp till 600 V. För spänningar mellan 600 och
800 V gäller samma förhållande om energipriset överstiger
1 öre/kWh.
Det kan därför antas att kontaktlikriktaren i framtiden
kommer att användas även vid så höga spänningar som
upp till ca 800 V. Vid låga spänningar har selenlikriktaren
de lägsta årskostnaderna. Beroende på energipriset ligger
gränsen mellan selen- och kontaktlikriktaren inom
spänningsintervallet 50—150 V. Det sagda gäller vid
likriktar-enheter på 10 000 A och större. Vid lägre belastning blir
selenlikriktaren i allmänhet mest ekonomisk.
Kontaktomformare utförs i enheter för strömstyrkor på
7 och 12,5 kA, fig. 1. Genom parallellkoppling av ett
flertal enheter kan man bygga anläggningar på 100 kA och
däröver. Växelspänningen nedtransformeras i
trelind-ningstransformatorn, som även användes för
spännings-reglering. Kontakterna 3 a och 3 b, vilka styrs av två
synkronmaskiner, sluter resp. bryter kretsen, då strömmen
passerar nollpunkten. Kommutering av dessa stora
strömstyrkor möjliggörs av att de med magnetiseringslindning
försedda reaktorerna 2 deformerar strömkurvan, så att
dess derivata är noll vid strömmens nollgenomgång.
Genom magnetisk utstyrning erhålles därför spänningslös
kontaktgång, vilket är nödvändigt för att förhindra
materialvandring. För att minska övertonshalten i de båda
näten använder man en Y- och en D-kopplad lindning på
transformatorns nedspänningssida samt en större
glätt-ningsreaktor.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}