
Full resolution (JPEG) - On this page / på denna sida - H. 12. 22 mars 1955 - Vad kostar ▽▽▽ och H7? av Ulf Ljung
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
15 mars 1955
253
Tabell 5. Schema över begärda uppgifter i undersökning B.
Arbetsstycke
Detalj 1
Detalj 2
Detalj 3
Detalj 4
Yttyp................................................Axelyta Axelyta Hålyta Hålyta
Diameter...........,____mm 40 8 20 8
Längd .................. mm 80 40 40 15
Toleransgrad ................................IT 6 IT 8 IT 10 IT 5 IT 7 IT 9 IT 7 IT 9 IT 11 IT 6 IT 8 IT 10
Ytjämnhetskrav ............................VVV VVV VV VVV VVV VV VVV VV VV VVV VVV VV
Beteckning ....................................16 18 110 25 27 29 37 39 311 46 48 410
Tekn. T. 1954 s. 281, fig. 3). I bägge fallen ger
dock IT 8 alltför högt värde. En förklaring är,
att många företag tillgriper samma
bearbetningsmetoder, oavsett om toleransgraden är 8, 7 eller
6. Man skulle alltså sätta någon sorts gräns vid
IT 8 och där vidta extra operationer, som ej är
absolut erforderliga för IT 8 men väl för IT 7
och 6. En annan förklaring kan vara, att man
vid finare toleranser än 8 tillgriper snabbare och
bättre maskiner och metoder och därigenom
sänker bearbetningstiderna. Något som direkt
talar för denna teori kan dock ej utläsas i
materialet.
Utnyttjningen av toleransskalan är mycket
ojämn, tabell 1 och 2; IT 6 och IT 7 för axlar och
IT 7 för hål representerar övervägande delen av
uppgifterna. Dominansen är i verkligheten mer
markerad än som framgår av tabellerna, då flera
av värdena i IT 10 och IT 11 erhållits ur
mellan-operationer. Man kan fråga sig, om alla ytor
toleranssatta i IT 6 och IT 7 ur funktionell
synpunkt verkligen fordrar så stor noggrannhet,
liksom man undrar, om verkstaden alltid
innehåller den tolerans, som ritningen åsatts. Vissa
företag anser sig behöva två eller tre
finbearbetnings-operationer för t.ex. IT 7, där andra nöjer sig
med en.
Någon direkt jämförelse mellan
bearbetningstiderna för hål- och axelytor, kan inte erhållas
ur den procentuella beräkningen, då axelytornas
bastid ju bestämmer procentsatserna för
finbearbetningen. Som en tendens kan dock anföras,
Tabell 6. Sammanställning av undersökning B, beteckningar
enligt tabell 5.
att en hålyta fordrar längre bearbetningstid,
något som tydligt kommer fram i undersökning B.
De exempel som anges i tabell 3 och 4 ansluter
sig nära till de procentuella medelvärdena eller
utgöres av ytterlighetsfall för varje toleransgrad.
Variationen i tiderna är som synes stor, i vissa
fall oförklarligt stor. Bland axelytorna finns tre
exempel med procenttal över 600, vilka ej tagits
med i medelvärdesberäkningen, då
finbearbet-ningstidernas storlek tyder på att något fel finns
i de uppgivna tiderna.
Sammanställningen av statistikmaterialet har
endast tagit hänsyn till toleransgraderna, medan
ytjämnheten lämnats utanför. Det synes dock,
som om ytjämnhetstecknen har relativt liten
inverkan på bearbetningsgången, frånsett när pro-
[-Beteckning-]
{+Be- teck- ning+} Total bearbetningstid % av
grov-bearbet-min ningstid Bastid +
finbearbet-ningstid i % av
bastid Antal värden
16 3,21 ± 0,25 323 ± 25 267 ± 17 25
18 2,88 ± 0,21 290 ± 18 242 ± 14 27
110 2,05 ± 0,14 242 ± 13 189 ± 8 23
25 2,18 ± 0,23 276 ± 22 234 ± 19 26
27 1,92 ± 0,20 248 ± 15 209 ± 15 25
29 1,42 ± 0,15 183 ± 13 160 ± 10 25
37 4,47 ± 0,44 385 ± 26 — 23
39 2,98 ± 0,27 239 ± 15 — 22
311 2,30 ± 0,13 185 ± 8 — 20
46 2,60 ± 0,26 403 ± 28 — 21
48 1,71 ± 0,14 281 ± 16 — 18
410 1.26 ± 0,07 197 ± 10 — 20
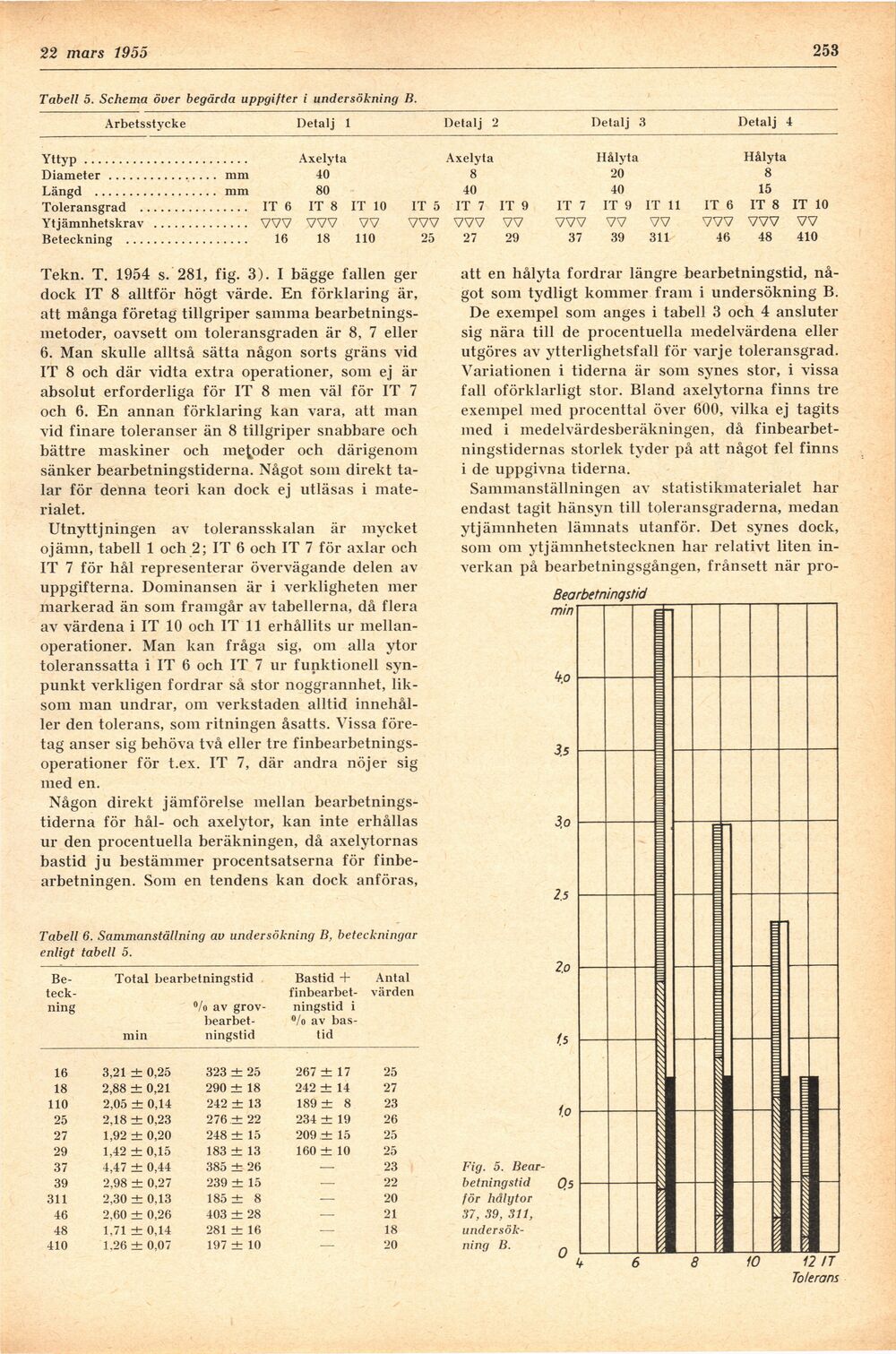
Fig. 5.
Bearbetningstid
för hålytor
37, 39, 311, [-undersökning-]
{+undersök-
ning+} B.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}