
Full resolution (JPEG) - On this page / på denna sida - H. 12. 22 mars 1955 - Vad kostar ▽▽▽ och H7? av Ulf Ljung
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
254
TEKNISK TIDSKRIFT
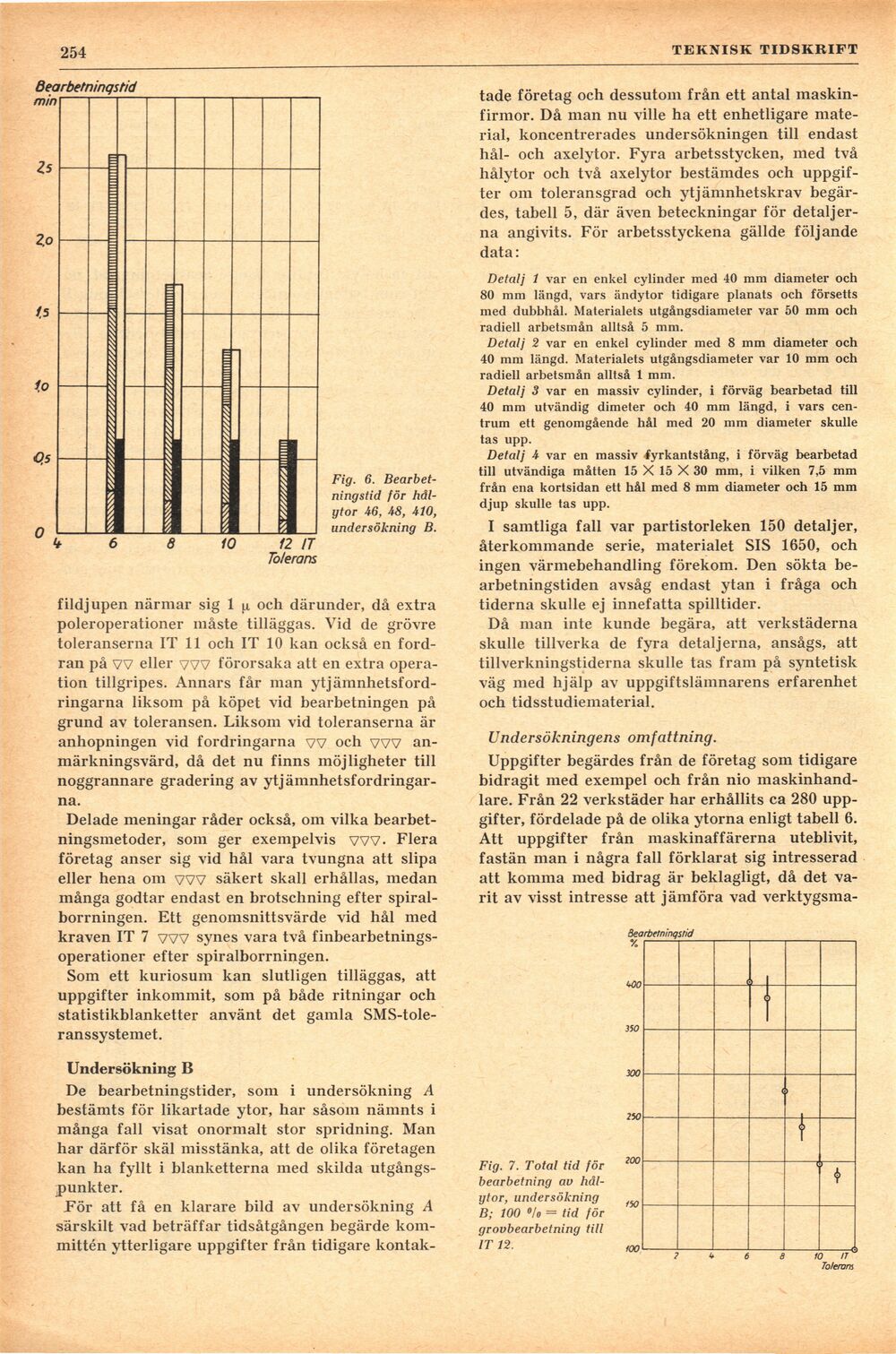
Fig. 6.
Bearbetningstid för
hålytor 46, 45, 410,
undersökning B.
fildjupen närmar sig 1 ^ och därunder, då extra
poleroperationer måste tilläggas. Vid de grövre
toleranserna IT 11 och IT 10 kan också en
fordran på VV eller VVV förorsaka att en extra
operation tillgripes. Annars får man
ytjämnhetsfordringarna liksom på köpet vid bearbetningen på
grund av toleransen. Liksom vid toleranserna är
anhopningen vid fordringarna w och VVV
anmärkningsvärd, då det nu finns möjligheter till
noggrannare gradering av
ytjämnhetsfordringarna.
Delade meningar råder också, om vilka
bearbetningsmetoder, som ger exempelvis VVV- Flera
företag anser sig vid hål vara tvungna att slipa
eller hena om VVV säkert skall erhållas, medan
många godtar endast en brotschning efter
spiralborrningen. Ett genomsnittsvärde vid hål med
kraven IT 7 VVV synes vara två
finbearbetnings-operationer efter spiralborrningen.
Som ett kuriosum kan slutligen tilläggas, att
uppgifter inkommit, som på både ritningar och
statistikblanketter använt det gamla
SMS-tole-ranssystemet.
Undersökning B
De bearbetningstider, som i undersökning A
bestämts för likartade ytor, har såsom nämnts i
många fall visat onormalt stor spridning. Man
har därför skäl misstänka, att de olika företagen
kan ha fyllt i blanketterna med skilda
utgångspunkter.
För att få en klarare bild av undersökning A
särskilt vad beträffar tidsåtgången begärde
kommittén ytterligare uppgifter från tidigare kontak-
tade företag och dessutom från ett antal
maskin-firmor. Då man nu ville ha ett enhetligare
material, koncentrerades undersökningen till endast
hål- och axelytor. Fyra arbetsstycken, med två
hålytor och två axelytor bestämdes och
uppgifter om toleransgrad och ytjämnhetskrav
begärdes, tabell 5, där även beteckningar för
detaljerna angivits. För arbetsstyckena gällde följande
data:
Detalj 1 var en enkel cylinder med 40 mm diameter och
80 mm längd, vars ändytor tidigare planats och försetts
med dubbhål. Materialets utgångsdiameter var 50 mm och
radiell arbetsmån alltså 5 mm.
Detalj 2 var en enkel cylinder med 8 mm diameter och
40 mm längd. Materialets utgångsdiameter var 10 mm och
radiell arbetsmån alltså 1 mm.
Detalj 3 var en massiv cylinder, i förväg bearbetad till
40 mm utvändig dimeter och 40 mm längd, i vars
centrum ett genomgående hål med 20 mm diameter skulle
tas upp.
Detalj 4 var en massiv fyrkantstång, i förväg bearbetad
till utvändiga måtten 15 X 15 X 30 mm, i vilken 7,5 mm
från ena kortsidan ett hål med 8 mm diameter och 15 mm
djup skulle tas upp.
I samtliga fall var partistorleken 150 detaljer,
återkommande serie, materialet SIS 1650, och
ingen värmebehandling förekom. Den sökta
bearbetningstiden avsåg endast ytan i fråga och
tiderna skulle ej innefatta spilltider.
Då man inte kunde begära, att verkstäderna
skulle tillverka de fyra detaljerna, ansågs, att
tillverkningstiderna skulle tas fram på syntetisk
väg med hjälp av uppgiftslämnarens erfarenhet
och tidsstudiematerial.
Undersökningens omfattning.
Uppgifter begärdes från de företag som tidigare
bidragit med exempel och från nio
maskinhandlare. Från 22 verkstäder har erhållits ca 280
uppgifter, fördelade på de olika ytorna enligt tabell 6.
Att uppgifter från maskinaffärerna uteblivit,
fastän man i några fall förklarat sig intresserad
att komma med bidrag är beklagligt, då det
varit av visst intresse att jämföra vad verktygsma-
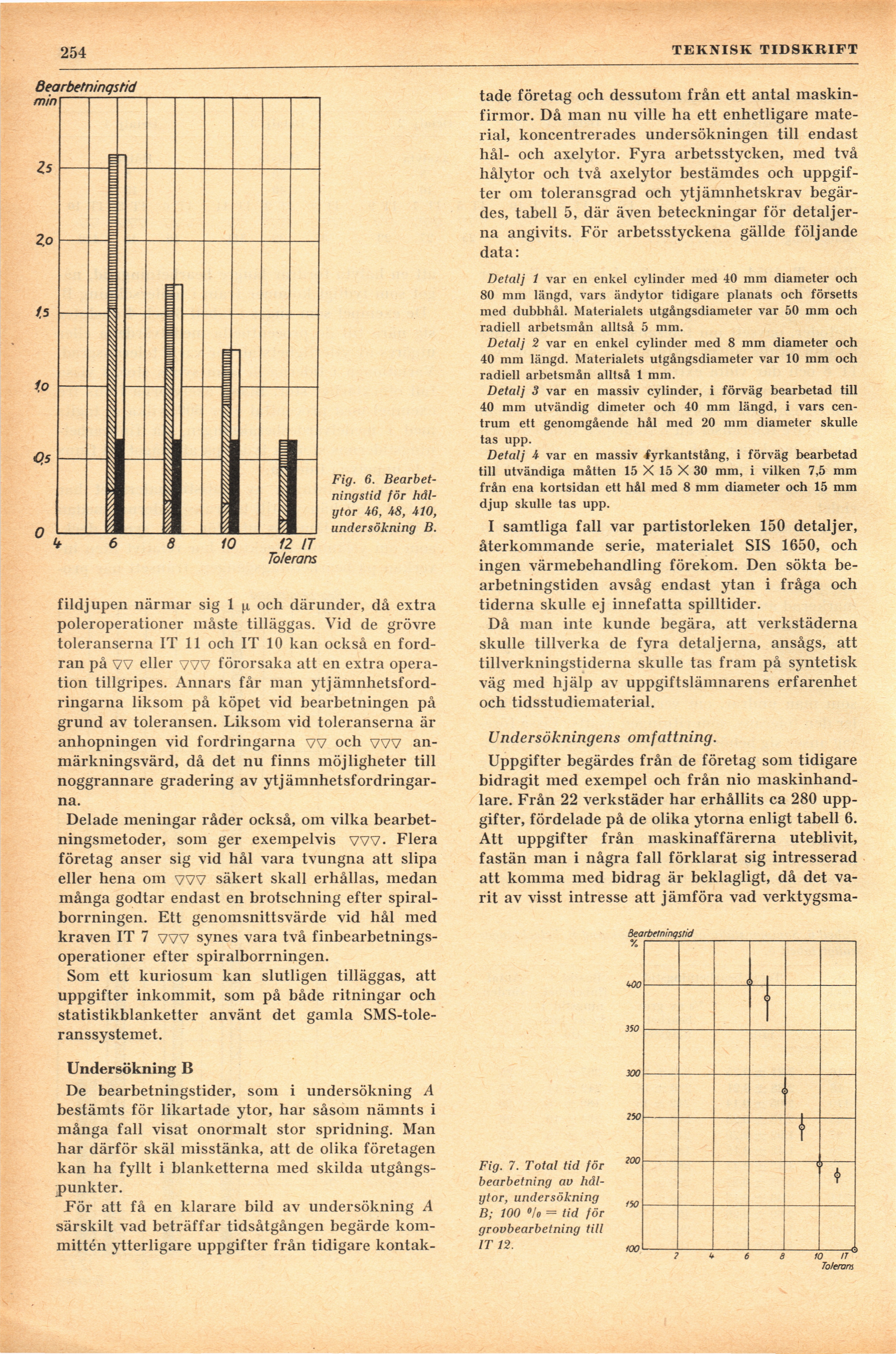
Fig. 7. Total tid för
bearbetning av
hål-ytor, undersökning
B; 100 °/o = tid för
grovbearbetning till
IT 12.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}