
Full resolution (JPEG) - On this page / på denna sida - H. 12. 22 mars 1955 - Vad kostar ▽▽▽ och H7? av Ulf Ljung
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
256
TEKNISK TIDSKRIFT
ses vara väntade. För axelytorna har en väntad
allt kraftigare stegring vid de finare
tolerans-graderna uteblivit. Detta kan förklaras med att
uppgiftslämnarna i regel använt samma
tillverkningsmetodik, i många fall exakt samma, för
serie 16 oeh 18 samt 25 och 27, och den uppkomna
tidsskillnaden består av en relativt sett liten
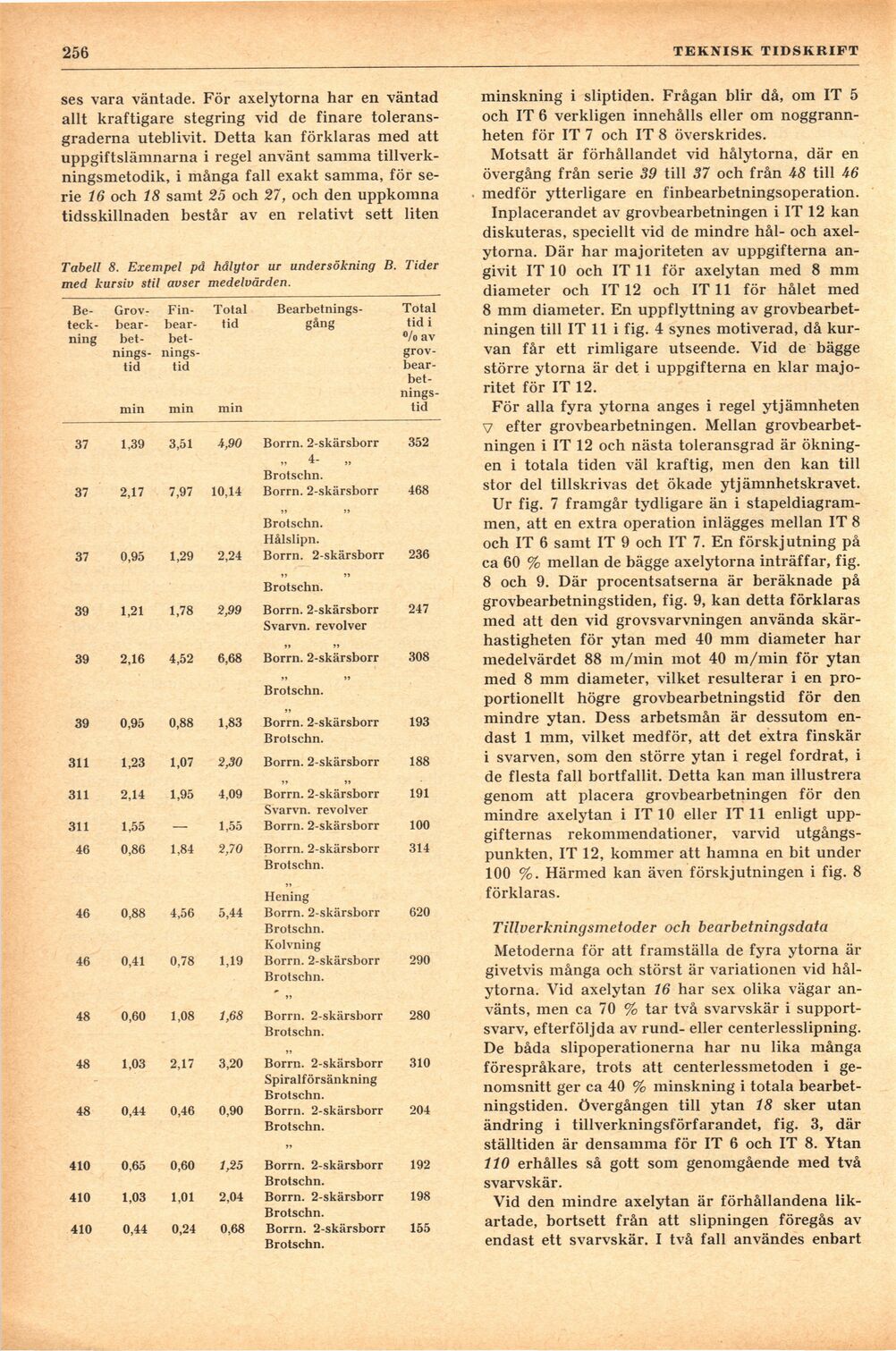
Tabell 8. Exempel på hålytor ur undersökning B. Tider
med kursiv stil avser medelvärden.
[-Beteckning Grov-bear-bet-nings-tid-]
{+Be- teck- ning Grov- bear- bet- nings- tid+} min [-Fin-bear-bet-nings-tid-] {+Fin- bear- bet- nings- tid+} min Total tid min [-Bearbetningsgång-] {+Bearbetnings- gång+} Total tid i °/o av
grov-bear-bet-nings-tid
37 1.39 3,51 4,90 Borrn. 2-skärsborr A 352
,, 1- ,, Brotschn.
37 2,17 7,97 10,14 Borrn. 2-skärsborr 468
Brotschn.
Hålslipn.
37 0,95 1,29 2,24 Borrn. 2-skärsborr 236
Brotschn.
39 1,21 1,78 2,99 Borrn. 2-skärsborr 247
Svarvn. revolver
39 2,16 4,52 6,68 Borrn. 2-skärsborr 308
Brotschn.
39 0,95 0,88 1,83 Borrn. 2-skärsborr 193
Brotschn.
311 1,23 1,07 2,30 Borrn. 2-skärsborr 188
311 2,14 1,95 4,09 Borrn. 2-skärsborr 191
Svarvn. revolver
311 1,55 — 1,55 Borrn. 2-skärsborr 100
46 0,86 1,84 2,70 Borrn. 2-skärsborr 314
Brotschn.
Hening
46 0,88 4,56 5,44 Borrn. 2-skärsborr 620
Brotschn.
Kolvning
46 0,41 0,78 1,19 Borrn. 2-skärsborr 290
Brotschn.
48 0,60 1,08 1,68 Borrn. 2-skärsborr 280
Brotschn.
48 1,03 2,17 3,20 Borrn. 2-skärsborr 310
- Spiralförsänkning
Brotschn.
48 0,44 0,46 0,90 Borrn. 2-skärsborr 204
Brotschn.
410 0,65 0,60 1,25 Borrn. 2-skärsborr 192
Brotschn.
410 1,03 1,01 2,04 Borrn. 2-skärsborr 198
Brotschn.
410 0,44 0,24 0,68 Borrn. 2-skärsborr 155
Brotschn.
minskning i sliptiden. Frågan blir då, om IT 5
och IT 6 verkligen innehålls eller om
noggrannheten för IT 7 och IT 8 överskrides.
Motsatt är förhållandet vid hålytorna, där en
övergång från serie 39 till 37 och från U8 till 46
medför ytterligare en finbearbetningsoperation.
Inplacerandet av grovbearbetningen i IT 12 kan
diskuteras, speciellt vid de mindre hål- och
axelytorna. Där har majoriteten av uppgifterna
angivit IT 10 och IT 11 för axelytan med 8 mm
diameter och IT 12 och IT11 för hålet med
8 mm diameter. En uppflyttning av
grovbearbetningen till IT 11 i fig. 4 synes motiverad, då
kurvan får ett rimligare utseende. Vid de bägge
större ytorna är det i uppgifterna en klar
majoritet för IT 12.
För alla fyra ytorna anges i regel ytjämnheten
V efter grovbearbetningen. Mellan
grovbearbetningen i IT 12 och nästa toleransgrad är
ökningen i totala tiden väl kraftig, inen den kan till
stor del tillskrivas det ökade ytjämnhetskravet.
Ur fig. 7 framgår tydligare än i
stapeldiagrammen, att en extra operation inlägges mellan IT 8
och IT 6 samt IT 9 och IT 7. En förskjutning på
ca 60 % mellan de bägge axelytorna inträffar, fig.
8 och 9. Där procentsatserna är beräknade på
grovbearbetningstiden, fig. 9, kan detta förklaras
med att den vid grovsvarvningen använda
skärhastigheten för ytan med 40 mm diameter har
medelvärdet 88 m/min mot 40 m/min för ytan
med 8 mm diameter, vilket resulterar i en
proportionellt högre grovbearbetningstid för den
mindre ytan. Dess arbetsmån är dessutom
endast 1 mm, vilket medför, att det extra finskär
i svarven, som den större ytan i regel fordrat, i
de flesta fall bortfallit. Detta kan man illustrera
genom att placera grovbearbetningen för den
mindre axelytan i IT 10 eller IT 11 enligt
uppgifternas rekommendationer, varvid
utgångspunkten, IT 12, kommer att hamna en bit under
100 %. Härmed kan även förskjutningen i fig. 8
förklaras.
Tillverkningsmetoder och bearbetningsdata
Metoderna för att framställa de fyra ytorna är
givetvis många och störst är variationen vid
hålytorna. Vid axelytan 16 har sex olika vägar
använts, men ca 70 % tar två svarvskär i
supportsvarv, efterföljda av rund- eller centerlesslipning.
De båda slipoperationerna har nu lika många
förespråkare, trots att centerlessmetoden i
genomsnitt ger ca 40 % minskning i totala
bearbetningstiden. övergången till ytan 18 sker utan
ändring i tillverkningsförfarandet, fig. 3, där
ställtiden är densamma för IT 6 och IT 8. Ytan
110 erhålles så gott som genomgående med två
svarvskär.
Vid den mindre axelytan är förhållandena
likartade, bortsett från att slipningen föregås av
endast ett svarvskär. I två fall användes enbart
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}