
Full resolution (JPEG) - On this page / på denna sida - H. 12. 22 mars 1955 - Vad kostar ▽▽▽ och H7? av Ulf Ljung
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
15 mars 1955
257
centerlesslipning med låga totala tider trots den
kraftiga arbetsmånen.
Vid svarvningen av yta 16 har genomgående
använts hårdmetallverktyg. Skärhastigheten vid
grovskäret varierar mellan 170 och 50 m/min,
och underligt nog är det kvaliteten SI som står
för det mista värdet. Medelvärdet för
skärhastigheten ligger vid 88 m/rnin och för skärdjupet vid
4,5 mm. Vid finskäret har medelhastigheten ökat
till 113 m/min och lämnad slipmån är 0,18 mm
(0,08—0,65 mm) mätt på diametern. För yta 25
har skärhastighetens medelvärde minskat till
40 m/min och pendlar mellan 16 och 101 m/min.
Snabbstål har här använts i sju fall. Dock blir
medelvärdet för de uppgifter, som begagnat
hårdmetall, ej högre än 45 m/min, vilket väl får
tillskrivas svarvarnas alltför snäva
varvtals-serier. I slipmån lämnas mellan 0,05 och 0,30
mm med medelvärdet 0,13 mm.
Framställningen av hålet 37 har samlat 18
olika bearbetningskombinationer på 23
uppgifter. Det är tydligt att meningarna är mycket
delade, om hur många och vilka operationer,
som fordras för ett hål i IT 7 VVV. I tolv fall
anser man sig behöva 4, i nio fall 3 och i ett
fall 2 operationer. Tre företag påpekar, att
he-ning måste tillgripas om VVV säkert skall
innehållas, medan andra nöjer sig med två
spiralborrningar och en brotschning eller en
spiralborrning, en spiralförsänkning och en
brotschning. Hålslipning begagnas i fyra fall. Ändras
hålets fordringar till IT 9 w, alltså hål 39,
bortfaller i regel en finbearbetningsoperation, dock
ej alltid den sista. Antal operationer blir 2 eller
3 och sista bearbetningen är i regel brotschning.
Hål 311 fordrar i alla fall utom ett 2 operationer
och sista verktyg är två-, tre- eller fyrskärsborr,
spiralförsänkare, brotsch eller svarvstål. Ett
företag har hålet klart med en spiralborrning.
För upptagning av hål 46 har använts åtta
metodkombinationer med 3 eller 4 operationer, där
hening i sju och brotschning i tretton fall är
slutbearbetningen. I ett fall användes
spiralborrning och efterföljande svarvning. Vid hål U8
och MO blir förändringarna likartade dem vid
stora hålet.
Bearbetningen av hålen 37, 39 och 311 har i
nio fall skett i svarv och i tretton fall i
borrmaskin, varvid den senare typen ger lägre
ställ-och handtider. Grovbearbetningen har skett med
spiralborr av snabbstål och skärhastigheten
varierar mellan 14 och 38 m/min. Arbetsmånen för
slutbrotschning ligger mellan 0,04 och 0,30 mm
och för förbrotschning mellan 0,05 och 1,70 mm.
Hålen 46, 48 och 410 har framställts i
borrmaskin, men i övrigt föreligger inga
anmärkningsvärda olikheter med de större hålen.
Grovbearbetningen har för varje yttyp skett i
stort sett oberoende av toleransgrad och
ytjämnhetsfordran, tabell 7.
Jämförelse mellan undersökningarna A och B
En jämförelse mellan de procentuella
diagrammen erhållna från de båda undersökningarna,
visar en relativt god överensstämmelse mellan
verkstädernas verkliga och antagna
bearbetningstider. Därmed skulle syftet med de
kompletterande syntetiska tidsuppgifterna vara
vunnet, nämligen att med tider verifiera de ur
undersökning A erhållna procentuella diagrammen.
För hålytor har dock undersökning B givit
högre procent än undersökning A, särskilt
markant för IT 6 och IT 7, fig. 1 och 7. Detta tyder
på, att man i praktiken ej ägnar
finbearbetningen den omsorg, som teoretiskt är önskvärd. Här
spelar givetvis kassationsprocenten en
betydande roll, då man kanske hellre tillåter en viss
högre kassation än att tillgripa en extra
operation. Motsvarande jämförelse för axelytorna
visar god överensstämmelse, fig. 2 och 8.
Genomgående lägre procentsatser erhålls ur
fig. 9 än ur fig. 8 på grund av att den i bastiden
använda handtiden, 1,02 min, är ungefär dubbelt
så stor som den för dessa enkla cylindrar
verkliga tiden enligt tabell 7. Anmärkningsvärt är,
att det tidigare nämnda ur litteraturen
framtagna handtidstillägget på 0,40 min stämmer så
bra med de i undersökning B erhållna.
Tydligt är, att toleranssatta hålytor vållar
verkstäderna betydligt mera besvär än axelytorna.
Totala bearbetningstiden är betydligt längre och
antalet metodkombinationer så stort, att det inte
ens ur detta stora syntetiska material går att dra
fram några riktlinjer.
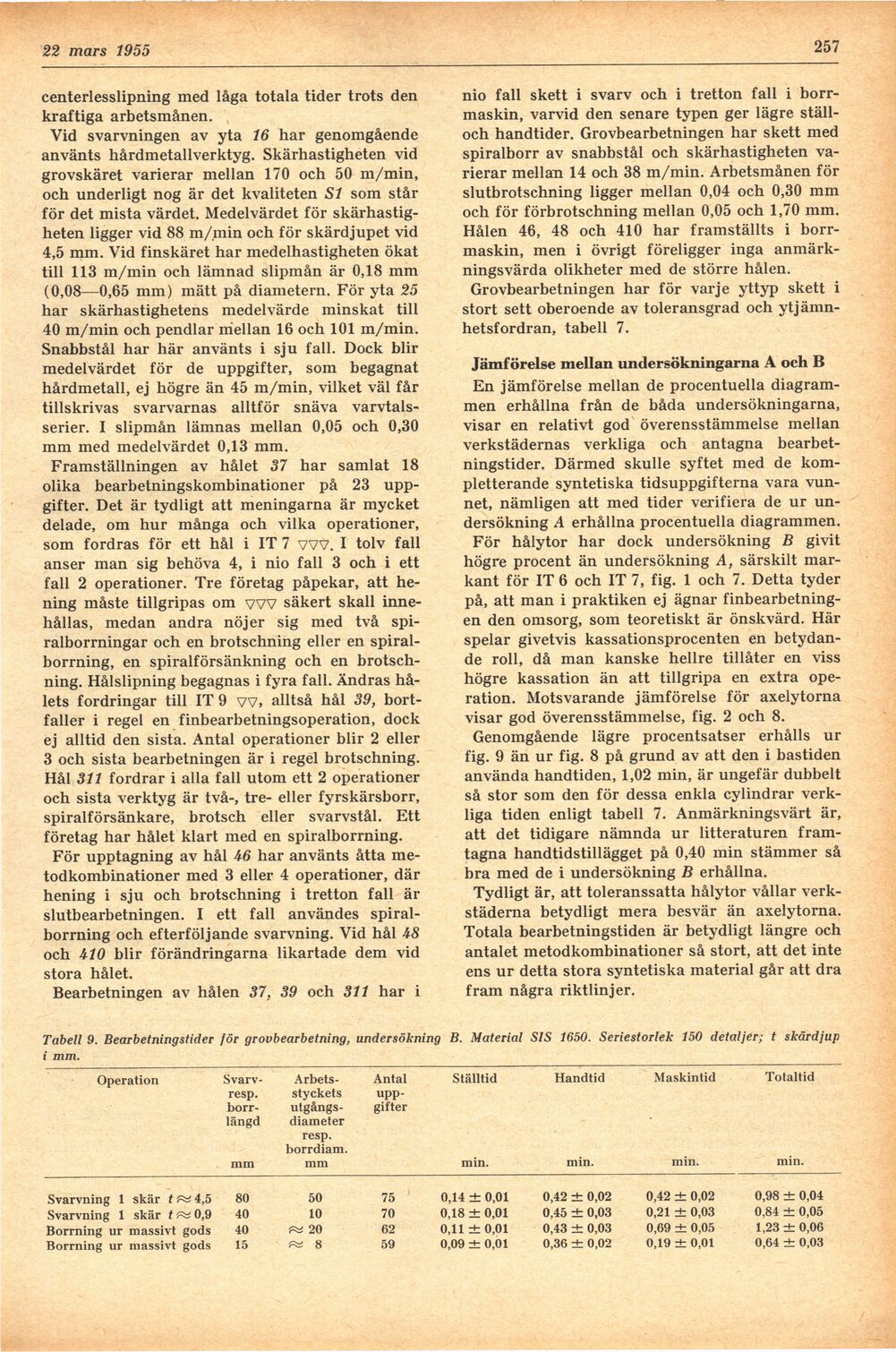
Tabell 9. Bearbetningstider för grovbearbetning, undersökning B. Material SIS 1650. Seriestorlek 150 detaljer; t skärdjup
i mm.
Operation [-Svarv-resp. borr-längd-] {+Svarv- resp. borr- längd+} mm [-Arbetsstyckets utgångsdiameter-] {+Arbets- styckets utgångs- diameter+} resp. borrdiam. mm Antal
uppgifter Ställtid min. Handtid min. Maskintid min. Totaltid min.
Svarvning 1 skär t 4,5 80 50 75 0,14 ± 0,01 0,42 ± 0,02 0,42 ± 0,02 0,98 ± 0,04
Svarvning 1 skär t f ^0,9 40 10 70 0,18 ± 0,01 0,45 ± 0,03 0,21 ± 0,03 0,84 ± 0,05
Borrning ur massivt gods 40 æ 20 62 0,11 ± 0,01 0,43 ± 0,03 0,69 ± 0,05 1,23 ± 0,06
Borrning ur massivt gods 15 æ 8 59 0,09 dt 0,01 0,36 rt 0,02 0,19 dt 0,01 0,64 ± 0,03
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}