
Full resolution (JPEG) - On this page / på denna sida - H. 22. 29 maj 1956 - Apparatuppbyggnad för hög funktionssäkerhet, av Hilding Björklund
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
15 maj 1956
523
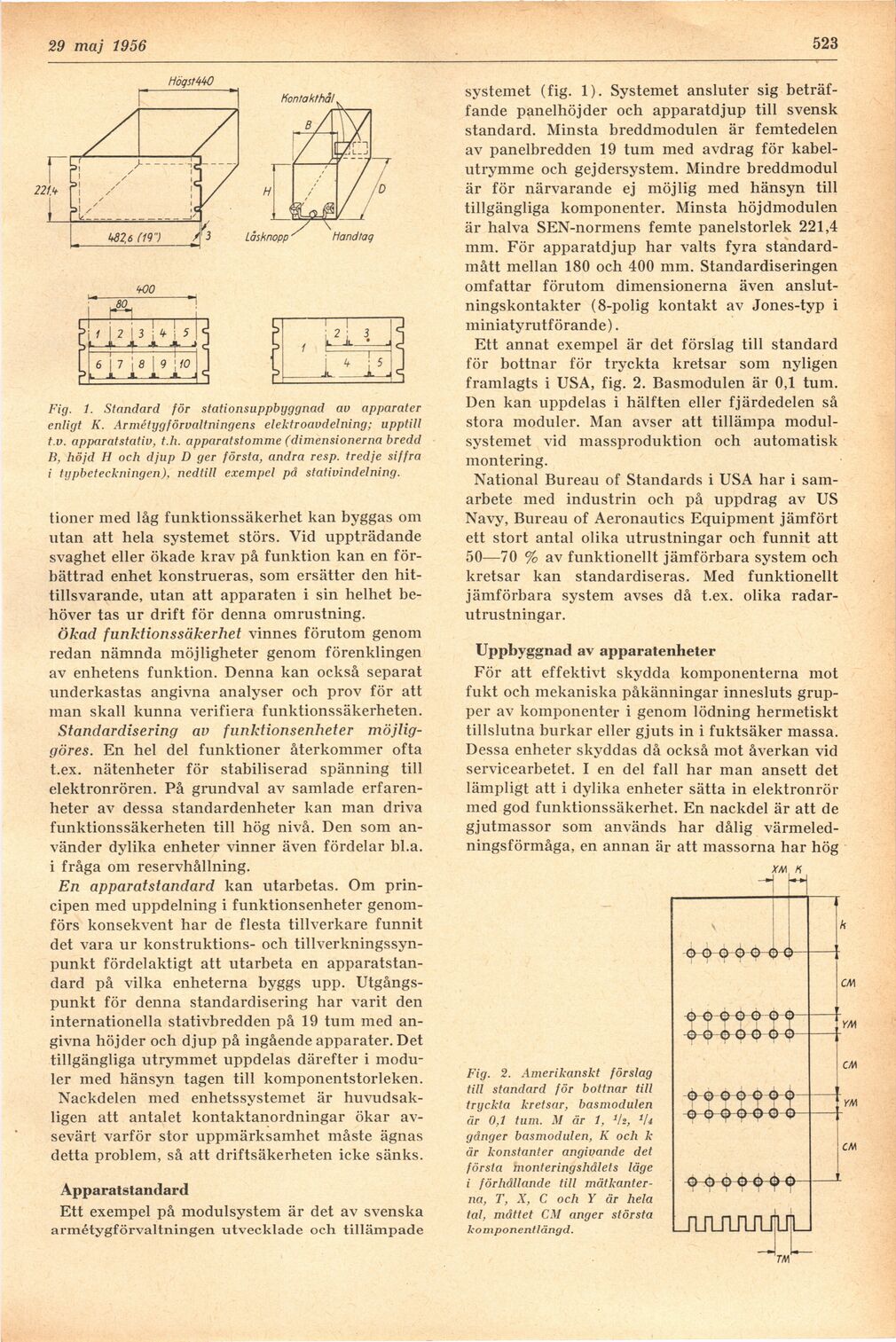
Fig. 1. Standard för stationsuppbyggnad av apparater
enligt K. Armétygförvaltningens elektroavdelning; upptill
t.v. apparat stativ, t.h. apparatstomme (dimensionerna bredd
B, höjd H och djup D ger första, andra resp. tredje siffra
i typbeteckningen), nedtill exempel på stativindelning.
tioner med låg funktionssäkerhet kan byggas om
utan att hela systemet störs. Vid uppträdande
svaghet eller ökade krav på funktion kan en
förbättrad enhet konstrueras, som ersätter den
hittillsvarande, utan att apparaten i sin helhet
behöver tas ur drift för denna omrustning.
Ökad funktionssäkerhet vinnes förutom genom
redan nämnda möjligheter genom förenklingen
av enhetens funktion. Denna kan också separat
underkastas angivna analyser och prov för att
man skall kunna verifiera funktionssäkerheten.
Standardisering av funktionsenheter
möjliggöres. En hel del funktioner återkommer ofta
t.ex. nätenheter för stabiliserad spänning till
elektronrören. På grundval av samlade
erfarenheter av dessa standardenheter kan man driva
funktionssäkerheten till hög nivå. Den som
använder dylika enheter vinner även fördelar bl.a.
i fråga om reservhållning.
En apparatstandard kan utarbetas. Om
principen med uppdelning i funktionsenheter
genomförs konsekvent har de flesta tillverkare funnit
det vara ur konstruktions- och
tillverkningssynpunkt fördelaktigt att utarbeta en
apparatstandard på vilka enheterna byggs upp.
Utgångspunkt för denna standardisering har varit den
internationella stativbredden på 19 tum med
angivna höjder och djup på ingående apparater. Det
tillgängliga utrymmet uppdelas därefter i
moduler med hänsyn tagen till komponentstorleken.
Nackdelen med enhetssystemet är
huvudsakligen att antalet kontaktanordningar ökar
avsevärt varför stor uppmärksamhet måste ägnas
detta problem, så att driftsäkerheten icke sänks.
Apparatstandard
Ett exempel på modulsystem är det av svenska
armétygförvaltningen utvecklade och tillämpade
systemet (fig. 1). Systemet ansluter sig
beträffande panelhöjder och apparatdjup till svensk
standard. Minsta breddmodulen är femtedelen
av panelbredden 19 tum med avdrag för
kabelutrymme och gejdersystem. Mindre breddmodul
är för närvarande ej möjlig med hänsyn till
tillgängliga komponenter. Minsta höjdmodulen
är halva SEN-normens femte panelstorlek 221,4
mm. För apparatdjup har valts fyra
standardmått mellan 180 och 400 mm. Standardiseringen
omfattar förutom dimensionerna även
anslutningskontakter (8-polig kontakt av Jones-typ i
miniatyrutförande).
Ett annat exempel är det förslag till standard
för bottnar för tryckta kretsar som nyligen
framlagts i USA, fig. 2. Basmodulen är 0,1 tum.
Den kan uppdelas i hälften eller fjärdedelen så
stora moduler. Man avser att tillämpa
modulsystemet vid massproduktion och automatisk
montering.
National Bureau of Standards i USA har i
samarbete med industrin och på uppdrag av US
Navy, Bureau of Aeronautics Equipment jämfört
ett stort antal olika utrustningar och funnit att
50—70 % av funktionellt jämförbara system och
kretsar kan standardiseras. Med funktionellt
jämförbara system avses då t.ex. olika
radarutrustningar.
Uppbyggnad av apparatenheter
För att effektivt skydda komponenterna mot
fukt och mekaniska påkänningar innesluts
grupper av komponenter i genom lödning hermetiskt
tillslutna burkar eller gjuts in i fuktsäker massa.
Dessa enheter skyddas då också mot åverkan vid
servicearbetet. I en del fall har man ansett det
lämpligt att i dylika enheter sätta in elektronrör
med god funktionssäkerhet. En nackdel är att de
gjutmassor som används har dålig
värmeledningsförmåga, en annan är att massorna har hög
Fig. 2. Amerikanskt förslag
till standard för bottnar till
tryckta kretsar, basmodulen
är 0,1 tum. M är 1, x/s, V*
gånger basmodulen, K och k
är konstanter angivande det
första monteringshålets läge
i förhållande till
mätkanter-na, T, X, C och Y är hela
tal, måttet CM änger största
komponent längd.
TM
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}