
Full resolution (JPEG) - On this page / på denna sida - H. 26. 26 juni 1956 - Tillverkning av spånskivor enligt Behr-metoden, av Hans-Heinrich Fickler

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
12 juni 1956
607
Tillverkning av spånskivor
enligt Behr-metoden
Diplomingenjör Hans-Heinrich Fickler, Stockholm
674.812-419.2
Tillverkning av spånskivor får i den europeiska
träindustrin och även i utomeuropeiska länder allt större
betydelse. Detta beror på att spånskivorna ej längre
betraktas som ett utbytesmaterial för t.ex. kryssfaner eller
lamellträ utan verkligen för vissa användningsområden
har bättre egenskaper än de av massivt trä framställda
förädlade träprodukterna. Den första
spånskiveanläggning-en i Tyskland byggdes 1941 och den ursprungliga avsikten
var då att i största möjliga utsträckning använda
sågspån, annat avfall från trä och andra vegetabiliska fibrer.
Det visade sig emellertid, att det ej var möjligt att
framställa produkter av dessa material så billigt och av så
hög kvalitet, att de kunde konkurrera med andra
träprodukter.
Sedan 1947 har omfattande undersökningar pågått, vilka
har gett till resultat, att spånskivor med hög kvalitet
endast kan tillverkas ekonomiskt, dvs. med relativt låg
bindemedelhalt, av konstgjord spån, som framställes i vissa
specialmaskiner. Detta innebär, att i dag huvudsakligen
klenvirke, skogsavfall och större avfallssortiment från
olika träindustrier används som råmaterialet för
spån-skiveindustrin, tabell 1.
Ca 50 »/o av råvaran som i dag används för
spånskive-tillverkning består av skogsavfall och avfall från
träindustrin medan ca 50 °/o består av rundved, varvid även
snabbväxande träslag såsom poppel, vide m.m. är
inräknade.
Medan försök ursprungligen har gjorts för att använda
spånskivor som golvbeläggningsmaterial, halvfabrikat för
möbeltillverkning samt som vatten- och kokfast
konstruktionsmaterial, har utvecklingen lett till att den största delen
av spånskivorna nu går till möbelindustrin och
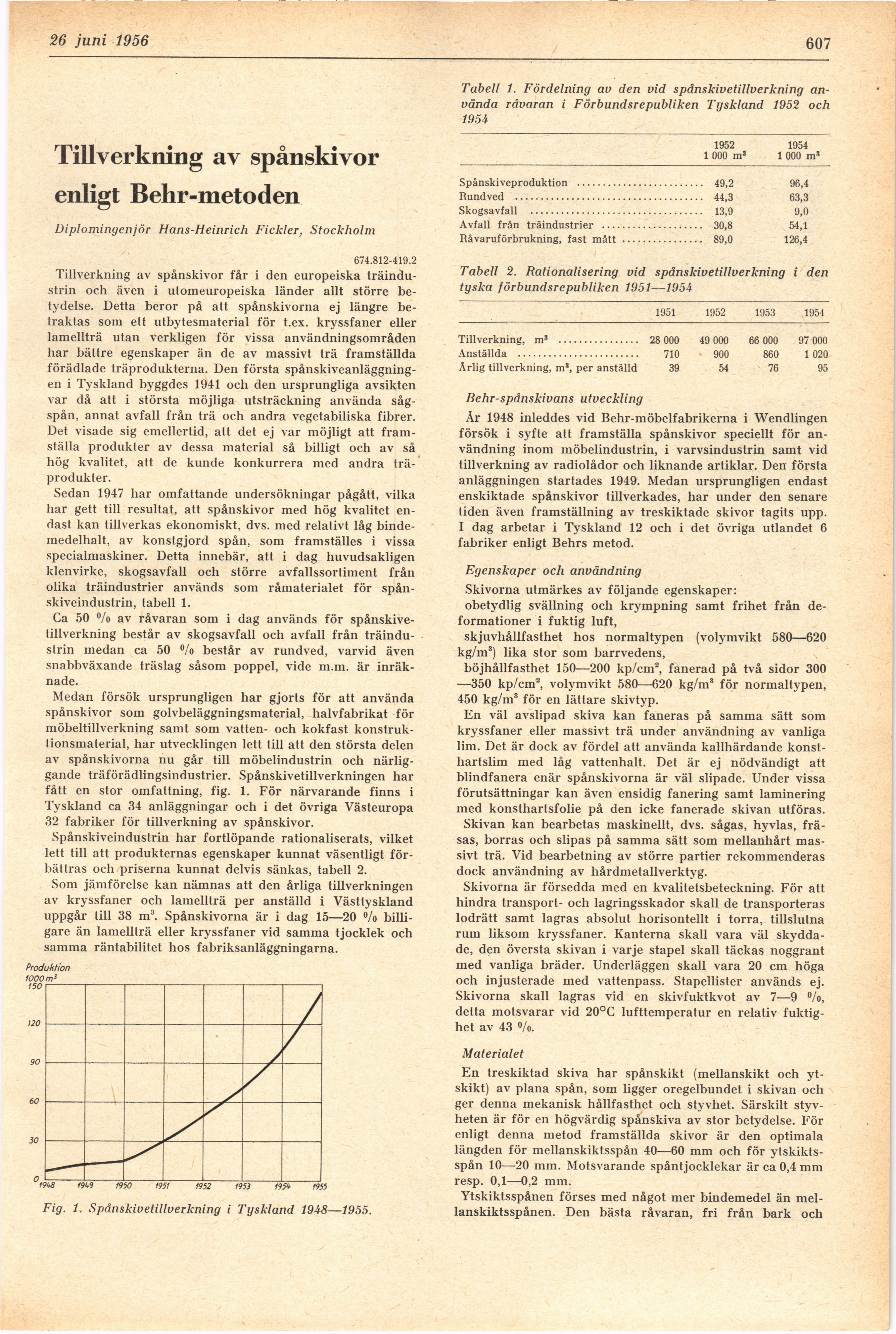
närliggande träförädlingsindustrier. Spånskivetillverkningen har
fått en stor omfattning, fig. 1. För närvarande finns i
Tyskland ca 34 anläggningar och i det övriga Västeuropa
32 fabriker för tillverkning av spånskivor.
Spånskiveindustrin har fortlöpande rationaliserats, vilket
lett till att produkternas egenskaper kunnat väsentligt
förbättras och priserna kunnat delvis sänkas, tabell 2.
Som jämförelse kan nämnas att den årliga tillverkningen
av kryssfaner och lamellträ per anställd i Västtyskland
uppgår till 38 m3. Spånskivorna är i dag 15—20 °/o
billigare än lamellträ eller kryssfaner vid samma tjocklek och
samma räntabilitet hos fabriksanläggningarna.
Fig. 1. Spånskivetillverkning i Tyskland 1948—1955.
Tabell 1. Fördelning av den vid spånskivetillverkning
använda råvaran i Förbundsrepubliken Tyskland 1952 och
1954
1952 1954
1 000 m» 1 000 ms
Spånskiveproduktion ......................... 49,2 96,4
Rundved ..................................... 44,3 63,3
Skogsavfall ....................................................................13,9 9,0
Avfall från träindustrier ........................................30,8 54,1
Råvaruförbrukning, fast mått ................................89,0 126,4
Tabell 2. Rationalisering vid spånskivetillverkning i den
tyska förbundsrepubliken 1951—1954
1951 1952 1953 1954
Tillverkning, ms ................ 28 000 49 000 66 000 97 000
710 900 860 1 020
Årlig tillverkning, m3, per anställd 39 54 76 95
Behr-spånskivans utveckling
År 1948 inleddes vid Behr-möbelfabrikerna i Wendlingen
försök i syfte att framställa spånskivor speciellt för
användning inom möbelindustrin, i varvsindustrin samt vid
tillverkning av radiolådor och liknande artiklar. Den första
anläggningen startades 1949. Medan ursprungligen endast
enskiktade spånskivor tillverkades, har under den senare
tiden även framställning av treskiktade skivor tagits upp.
I dag arbetar i Tyskland 12 och i det övriga utlandet 6
fabriker enligt Behrs metod.
Egenskaper och användning
Skivorna utmärkes av följande egenskaper:
obetydlig svällning och krympning samt frihet från
deformationer i fuktig luft,
skjuvhållfasthet hos normaltypen (volymvikt 580—620
kg/m3) lika stor som barrvedens,
böjhållfasthet 150—200 kp/cm2, fanerad på två sidor 300
—350 kp/cm3, volymvikt 580—620 kg/m3 för normaltypen,
450 kg/m3 för en lättare skivtyp.
En väl avslipad skiva kan faneras på samma sätt som
kryssfaner eller massivt trä under användning av vanliga
lim. Det är dock av fördel att använda kallhärdande
konst-hartslim med låg vattenhalt. Det är ej nödvändigt att
blindfanera enär spånskivorna är väl slipade. Under vissa
förutsättningar kan även ensidig fanering samt laminering
med konsthartsfolie på den icke fanerade skivan utföras.
Skivan kan bearbetas maskinellt, dvs. sågas, hyvlas,
fräsas, borras och slipas på samma sätt som mellanhårt
massivt trä. Vid bearbetning av större partier rekommenderas
dock användning av hårdmetallverktyg.
Skivorna är försedda med en kvalitetsbeteckning. För att
hindra transport- och lagringsskador skall de transporteras
lodrätt samt lagras absolut horisontellt i torra, tillslutna
rum liksom kryssfaner. Kanterna skall vara väl
skyddade, den översta skivan i varje stapel skall täckas noggrant
med vanliga bräder. Underläggen skall vara 20 cm höga
och injusterade med vattenpass. Stapellister används ej.
Skivorna skall lagras vid en skivfuktkvot av 7—9 °/o,
detta motsvarar vid 20°C lufttemperatur en relativ
fuktighet av 43 °/o.
Materialet
En treskiktad skiva har spånskikt (mellanskikt och
ytskikt) av plana spån, som ligger oregelbundet i skivan och
ger denna mekanisk hållfasthet och styvhet. Särskilt
styvheten är för en högvärdig spånskiva av stor betydelse. För
enligt denna metod framställda skivor är den optimala
längden för mellanskiktsspån 40—60 mm och för
ytskikts-spån 10—20 mm. Motsvarande spåntjocklekar är ca 0,4 mm
resp. 0,1—0,2 mm.
Ytskiktsspånen förses med något mer bindemedel än
mel-lanskiktsspånen. Den bästa råvaran, fri från bark och
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}