
Full resolution (JPEG) - On this page / på denna sida - 1957, H. 36 - Andras erfarenheter - Fastsättningsdon av plast, av SHl - Standardisering av venturirör, av Wll - Zinkbeläggningars böjbarhet, av SHl - Värmehärdigt metallim, av SHl

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Fig. 3. Ogängad mutter av
nylon.
Fig. 4. Metallskruv med
låsande nylonpärla.
som ökar friktionen i gängorna. Är gängorna
riktigt gjorda, blir de också täta mot vätskor (Modern
Plastics april 1957 s. 113—116, 214—223). SHl
Standardisering av venturirör
För mätning av strömmande vätskor och gaser
används bl.a. venturirör, särskilt då det är av
betydelse att tryckförlusterna blir små. Frågan om
standardisering av sådana mätorgan behandlades av
ISO (International Organization for Standardization)
av dess kommitté TC 30 på ett möte i München
1956. Härvid rekommenderades ett i jämförelse
med tidigare förslag något litet ändrat utförande,
fig. 1.
Genomströmningskoefficienten, beräknad i
förhållande till teoretisk genomströmning, är för
venturirör av normalt utförande med konvergerande kon
av gjutjärn eller stål och insatta i normala
rörledningar 0,984 med toleransen ± 1 °/o för
diameterförhållandet d/D mellan 0,4 och 0,75 och för
Reynolds’ tal Reo~> 200 000 (beräknat för strömningen
i röret med diametern D). För högpolerade
venturirör i släta rörledningarna kan man räkna med
genomströmningskoefficienten 1 eller något mindre.
ökas skrovligheten i den konvergerande koniska
delen, så minskas genomströmningskoefficienten,
och ökas rörledningens skrovlighet, så ökas
genomströmningskoefficienten. Efter längre tids drift kan
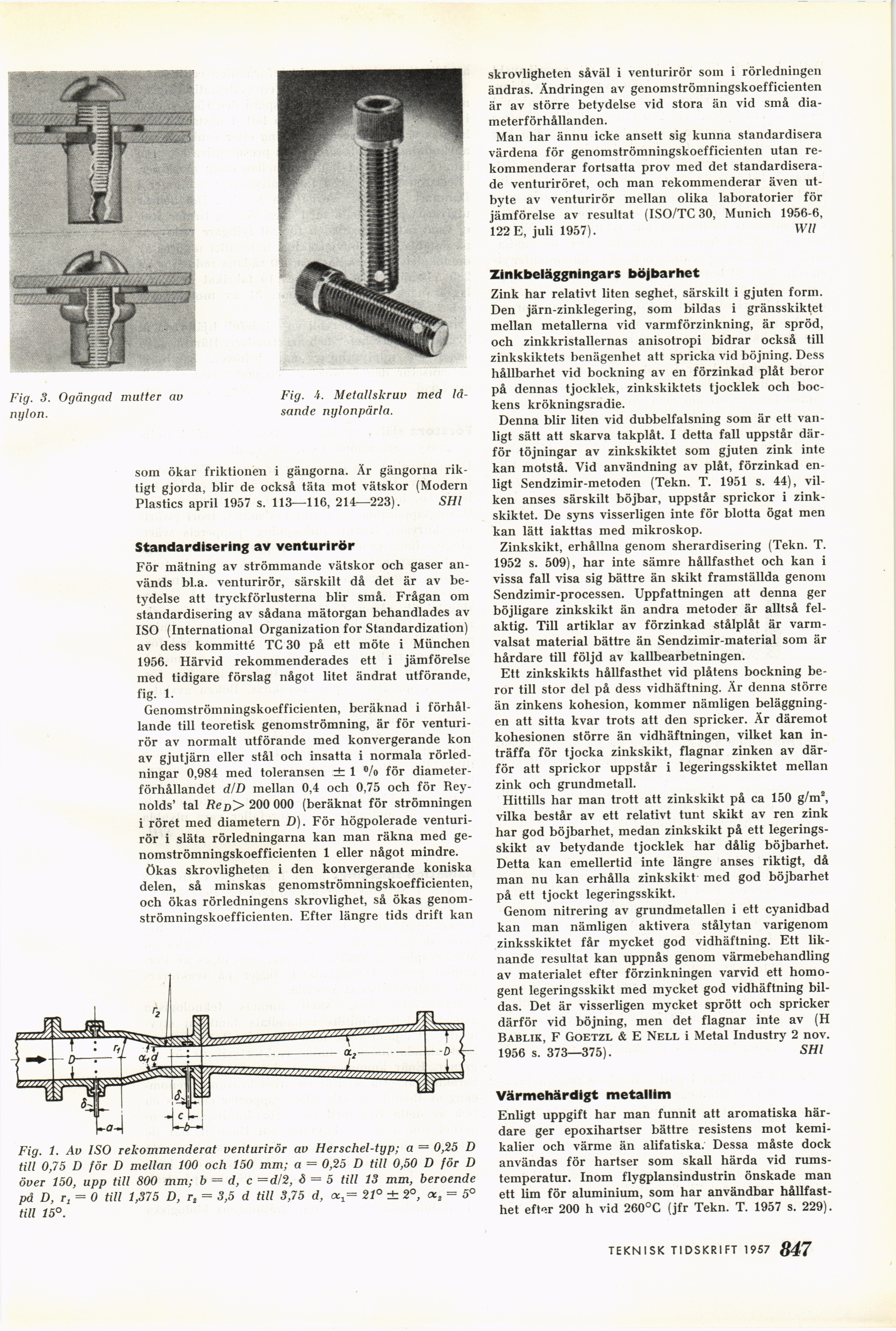
Fig. 1. Av ISO rekommenderat venturirör av Herschel-typ; a = 0,25 D
till 0,75 D för D mellan 100 och 150 mm; a = 0,25 D till 0,50 D för D
över 150, upp till 800 mm; b — d, c =d/2, <5 = 5 till 13 mm, beroende
på D, r, = 0 till 1,375 D, rt = 3,5 d till 3,75 d, ocx= 21° ± 2°, cct = 5°
till 15°.
skrovligheten såväl i venturirör som i rörledningen
ändras. Ändringen av genomströmningskoefficienten
är av större betydelse vid stora än vid små
diameterförhållanden.
Man har ännu icke ansett sig kunna standardisera
värdena för genomströmningskoefficienten utan
rekommenderar fortsatta prov med det
standardiserade venturiröret, och man rekommenderar även
utbyte av venturirör mellan olika laboratorier för
jämförelse av resultat (ISO/TC30, Munich 1956-6,
122 E, juli 1957). Wll
Zinkbeläggningars böjbarhet
Zink har relativt liten seghet, särskilt i gjuten form.
Den järn-zinklegering, som bildas i gränsskiktet
mellan metallerna vid varmförzinkning, är spröd,
och zinkkristallernas anisotropi bidrar också till
zinkskiktets benägenhet att spricka vid böjning. Dess
hållbarhet vid bockning av en förzinkad plåt beror
på dennas tjocklek, zinkskiktets tjocklek och
bockens krökningsradie.
Denna blir liten vid dubbelfalsning som är ett
vanligt sätt att skarva takplåt. I detta fall uppstår
därför töjningar av zinkskiktet som gjuten zink inte
kan motstå. Vid användning av plåt, förzinkad
enligt Sendzimir-metoden (Tekn. T. 1951 s. 44),
vilken anses särskilt böjbar, uppstår sprickor i
zinkskiktet. De syns visserligen inte för blotta ögat men
kan lätt iakttas med mikroskop.
Zinkskikt, erhållna genom sherardisering (Tekn. T.
1952 s. 509), har inte sämre hållfasthet och kan i
vissa fall visa sig bättre än skikt framställda genom
Sendzimir-processen. Uppfattningen att denna ger
böjligare zinkskikt än andra metoder är alltså
felaktig. Till artiklar av förzinkad stålplåt är
varmvalsat material bättre än Sendzimir-material som är
hårdare till följd av kallbearbetningen.
Ett zinkskikts hållfasthet vid plåtens bockning
beror till stor del på dess vidhäftning. Är denna större
än zinkens kohesion, kommer nämligen
beläggningen att sitta kvar trots att den spricker. Är däremot
kohesionen större än vidhäftningen, vilket kan
inträffa för tjocka zinkskikt, flagnar zinken av
därför att sprickor uppstår i legeringsskiktet mellan
zink och grundmetall.
Hittills har man trott att zinkskikt på ca 150 g/m2,
vilka består av ett relativt tunt skikt av ren zink
har god böjbarhet, medan zinkskikt på ett
legeringsskikt av betydande tjocklek har dålig böjbarhet.
Detta kan emellertid inte längre anses riktigt, då
man nu kan erhålla zinkskikt med god böjbarhet
på ett tjockt legeringsskikt.
Genom nitrering av grundmetallen i ett cyanidbad
kan man nämligen aktivera stålytan varigenom
zinksskiktet får mycket god vidhäftning. Ett
liknande resultat kan uppnås genom värmebehandling
av materialet efter förzinkningen varvid ett
homogent legeringsskikt med mycket god vidhäftning
bildas. Det är visserligen mycket sprött och spricker
därför vid böjning, men det flagnar inte av (H
Bablik, F Goetzl & E Nell i Metal Industry 2 nov.
1956 s. 373—375). SHl
Värmehärdigt metallim
Enligt uppgift har man funnit att aromatiska
härdare ger epoxihartser bättre resistens mot
kemikalier och värme än alifatiska. Dessa måste dock
användas för hartser som skall härda vid
rumstemperatur. Inom flygplansindustrin önskade man
ett lim för aluminium, som har användbar
hållfasthet eftor 200 h vid 260°C (jfr Tekn. T. 1957 s. 229).
TEKN ISK TI DSKRI FT 1957 847
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}