
Full resolution (JPEG) - On this page / på denna sida - 1957, H. 43 - Andras erfarenheter - Byggeriets måttnoggrannhet, av Ingemar Nyquist - »Vågbottnar» för destillationskolonner, av SHl - Kylare och skrubber för sura ångor, av SHl
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Skillnaden mellan medelvärde och
tillverknings-mått ger uppgifter om systematiska fel hos
formarna: fuktrörelser (formar av trä), måttfel hos
gipsmodell eller matris (formar av betong), vekhet hos
kantformar eller underrede m.m. Det är sådana
felkällor som man kan eliminera genom goda
konstruktioner och noggrann kontroll, speciellt av
form-framställningen.
De måttfel som spridningen representerar kan
däremot aldrig helt undgås. De har sin grund i många
små oberäkneliga felkällor, t.ex. orenheter vid
kantformarnas hopfästningspunkter, olika hårt dragna
bultar, variationer i formmaterialet och mätfel.
Att kräva små toleranser är dyrt genom att detta
medför dyrare formar, kortare livslängd för
formarna, mer omfattande kontroll och större
kassation. Man bör därför inte fastställa snävare
toleranser än som är absolut nödvändigt.
Hur toleranserna beror av formmaterial och
formtyp har också studerats. Träformar är ofta mycket
ostabila och bör hållas under sträng kontroll.
Elementen blir vanligen för stora. Toleranser under
± 10 mm kan svårigen hållas, om man inte
använder dyrbara konstruktioner med stabila träslag.
Stålformar bör utföras av tjock plåt, minst 3 mm,
och kraftiga avstyvningar. Skall formarna utföras
med stor precision, är det oftast nödvändigt att
använda dyra pressar eller att svetsa samman delarna.
Vanlig bockning av plåten blir sällan
tillfredsställande. Stålformar ger element med toleranser från
± 2 mm och uppåt beroende av typen. I Frankrike
används formmaskiner av 25 mm planhyvlad plåt,
vilka gett toleranser av storleksordningen ± 1 mm,
dvs. betydligt snävare än toleranserna hos de
tumstockar som vanligen används på våra byggen.
Formar av betong kan utföras mycket noggrant.
Om gipsmodellen, botten- och kantformarna utföres
under sträng kontroll, blir formarna mycket lika.
Medelvärdets avvikelse från tillverkningsmåttet blir
av storleksordningen 0—2 mm. Toleranser på
± 5 mm kan lätt hållas. På mått som är bestämda
av en sammanhängande formdel, blir spridningen
mindre än 1 mm, det minsta mått man tagit hänsyn
till vid undersökningen ("Byggeriets nøjagtighed",
Dansk Ingeniørforenings publikation nr 6, 1957).
Ingemar Nyquist
"Vågbottnar" för destillationskolonner
Den senaste typen av bottnar för
destillationskolonner består av silbottnar som är korrugerade i
sinusformade vågor. De kan därför kallas vågbottnar.
Enligt uppgift är de effektivare än vanliga
silbottnar och klockbottnar och tål stor variation i
belastning. De lär ge full effekt vid en belastning på 70—
140 °/o av den för vilken de beräknats. De ger
mindre tryckfall än klockbottnar; man kan hålla
tryckfallet under 37 mm H20 per botten. Erfarenheten
tycks visa att en vågbottenkolonns tvärsnittsarea
kan göras hälften så stor som en klockbottenkolonns
vid samma tryckfall och mängd kolonnvätska.
Vågornas längd och amplitud kan varieras. Vid
hittills utförda konstruktioner är den förra 37—62
mm och den senare 12—37 mm. Amplituden görs
minst för liten belastning. Vanligen görs bottnarna
i sektioner med vertikala kanter, smala nog för att
tas in genom ett 450 mm manhål. De sätts samman
inuti kolonnen. Upp till 225 mm kolonndiameter
behövs inga stödbalkar; med sådana kan
vågbottnar göras för vilken diameter som helst. Total fri
yta är vanligen 15—30 %> av kolonntvärsnittet.
Håldiametern är 3 mm för rena och lågviskösa vätskor.
Ängan passerar uppåt genom hålen på och intill
vågtopparna, medan vätskan rinner ned genom
hålen i vågdalarna. Härigenom behövs inga
nedfallsrör, och mer än 90 °/o av kolonntvärsnittet blir aktiv
kontaktyta för ånga—vätska. Liksom silbottnarna
är vågbottnarna vid drift täckta av en
skumliknan-de blandning av ånga och vätska. De senare
fungerar lika effektivt när detta skikt är bara 2—3 cm
tjockt som när det fyller nästan hela
bottenmellanrummet. Vanligen konstrueras bottnarna för en
skumskiktstjocklek på halva bottenavståndet
(Chemical Engineering jan. 1957 s. 136, 138). SHl
Kylare och skrubber för sura ångor
Vid bl.a. bearbetning av ädelmetallmalmer används
starka syror. De ångor, som dessa avger, måste
avlägsnas för att personskador och korrosion av
apparaturen skall undvikas. I ett fall skulle 140 m3/min
luft, innehållande syraångor, befrias från dessa.
Apparaten skulle under obegränsad tid stå emot
klorväte, klor, kväveoxider och vatten. Vidare skulle
luften kylas till rumstemperatur och dess volym
minskas innan de sura ångorna neutraliserades och
oskadliggjordes.
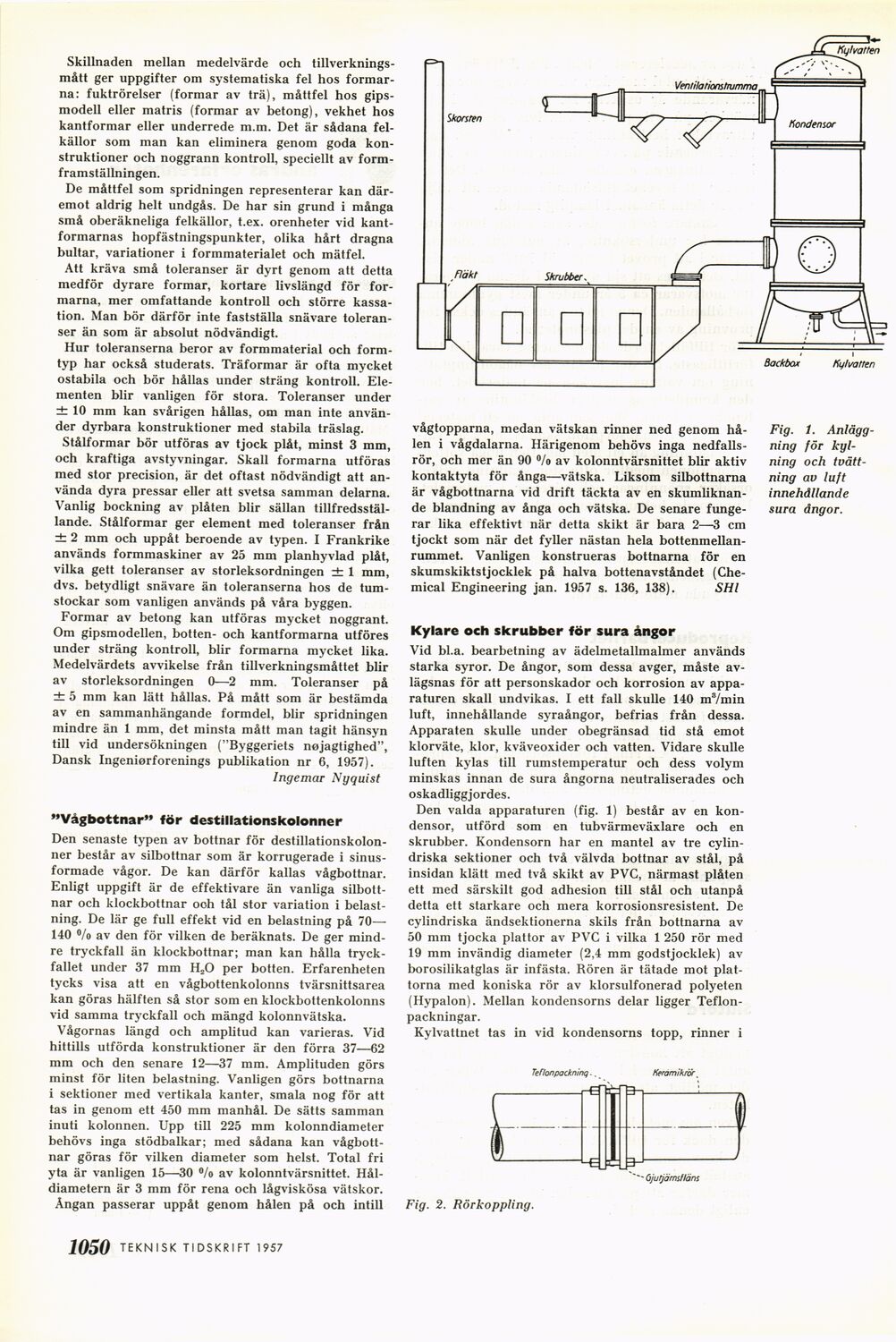
Den valda apparaturen (fig. 1) består av en
kondensor, utförd som en tubvärmeväxlare och en
skrubber. Kondensorn har en mantel av tre
cylindriska sektioner och två välvda bottnar av stål, på
insidan klätt med två skikt av PVC, närmast plåten
ett med särskilt god adhesion till stål och utanpå
detta ett starkare och mera korrosionsresistent. De
cylindriska ändsektionerna skils från bottnarna av
50 mm tjocka plattor av PVC i vilka 1 250 rör med
19 mm invändig diameter (2,4 mm godstjocklek) av
borosilikatglas är infästa. Rören är tätade mot
plattorna med koniska rör av klorsulfonerad polyeten
(Hypalon). Mellan kondensorns delar ligger
Teflon-packningar.
Kylvattnet tas in vid kondensorns topp, rinner i
Fig. 1.
Anläggning för
kylning och
tvättning av luft
innehållande
sura ångor.
Fig. 2. Rörkoppling.
1050 TEKNISK TIDSKRIFT 1957
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}