
Full resolution (JPEG) - On this page / på denna sida - 1959, H. 12 - Numerisk styrning av verktygsmaskiner, av Ingvar Nilsson och Börje Nyquist
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
gift dels att separera de i minnet lagrade
adress- och funktionsinformationerna, dels att
överföra funktionsinformationerna till rätt
adress. Elektroniken är uppbyggd av
dekad-räknarsteg och diodmatriser.
Funktionsminnen
Funktionsminnena har till uppgift att motta
och minnas informationer samt att meddela
verktygsmaskinen vad som skall göras.
Minneselementen består huvudsakligen av
dekad-räknarsteg, i vissa fall av enklare kretsar
exempelvis reläkretsar, vilka används i de fall då
endast en funktion förekommer.
Dekadräknar-na är kopplade så att informationen läses in
siffra för siffra medan avläsningen sker
genom att dekadräknarkedjan räknas full och de
ytterligare impulser som behövs för detta
avläses. Detta medger en viss förenkling av
minnenas konstruktion och därmed en ökning av
driftsäkerheten. En konsekvens av principen
är att hela systemet arbetar med komplementtal.
Instruktionsenhet
Instruktionsenheten består av
verkställighetsdon, reläer och kontaktorer, som manövrerar
verktygsmaskinens verkställande organ samt en
enhet för klarsignaler. De verkställighetsdon,
som hör till motsvarande adress i ett ord,
startas av en verkställighetssignal. Med ett ord
definieras en serie adresser och
funktionsinformationer lagrade på magnetbandet och avslutade
av en verkställighetssignal. Stoppsignal
erhålles till verkställighetsdonen från motsvarande
funktionsminne när en given order har utförts.
Klarsignal erhålles i samband med stoppsignal.
När slutligen samtliga klarsignaler erhållits
ges signal till bandspelaren för inläsning av
nästa ord.
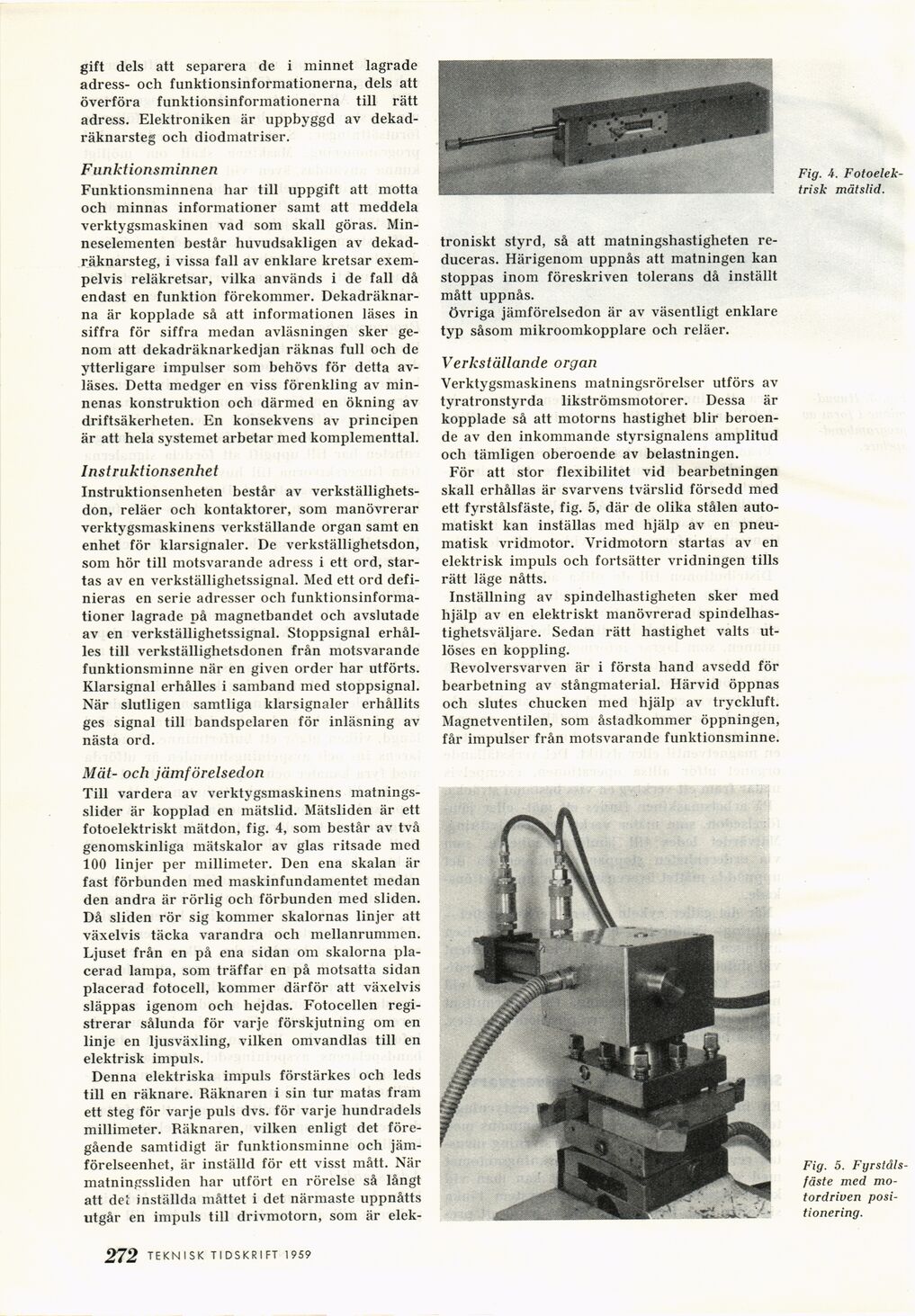
Mät- och jämförelsedon
Till vardera av verktygsmaskinens
matnings-slider är kopplad en mätslid. Mätsliden är ett
fotoelektrisk! mätdon, fig. 4, som består av två
genomskinliga mätskalor av glas ritsade med
100 linjer per millimeter. Den ena skalan är
fast förbunden med maskinfundamentet medan
den andra är rörlig och förbunden med sliden.
Då sliden rör sig kommer skalornas linjer att
växelvis täcka varandra och mellanrummen.
Ljuset från en på ena sidan om skalorna
placerad lampa, som träffar en på motsatta sidan
placerad fotocell, kommer därför att växelvis
släppas igenom och hejdas. Fotocellen
registrerar sålunda för varje förskjutning om en
linje en ljusväxling, vilken omvandlas till en
elektrisk impuls.
Denna elektriska impuls förstärkes och leds
till en räknare. Räknaren i sin tur matas fram
ett steg för varje puls dvs. för varje hundradels
millimeter. Räknaren, vilken enligt det
föregående samtidigt är funktionsminne och
jämförelseenhet, är inställd för ett visst mått. När
matninussliden har utfört en rörelse så långt
att det inställda måttet i det närmaste uppnåtts
utgår en impuls till drivmotorn, som är elek-
troniskt styrd, så att matningshastigheten
reduceras. Härigenom uppnås att matningen kan
stoppas inom föreskriven tolerans då inställt
mått uppnås.
Övriga jämförelsedon är av väsentligt enklare
typ såsom mikroomkopplare och reläer.
Verkställande organ
Verktygsmaskinens matningsrörelser utförs av
tyratronstyrda likströmsmotorer. Dessa är
kopplade så att motorns hastighet blir
beroende av den inkommande styrsignalens amplitud
och tämligen oberoende av belastningen.
För att stor flexibilitet vid bearbetningen
skall erhållas är svarvens tvärslid försedd med
ett fyrstålsfäste, fig. 5, där de olika stålen
automatiskt kan inställas med hjälp av en
pneumatisk vridmotor. Vridmotorn startas av en
elektrisk impuls och fortsätter vridningen tills
rätt läge nåtts.
Inställning av spindelhastigheten sker med
hjälp av en elektriskt manövrerad
spindelhas-tighetsväljare. Sedan rätt hastighet valts
utlöses en koppling.
Revolversvarven är i första hand avsedd för
bearbetning av stångmaterial. Härvid öppnas
och slutes chucken med hjälp av tryckluft.
Magnetventilen, som åstadkommer öppningen,
får impulser från motsvarande funktionsminne.
Fig. 4.
Fotoelektrisk mätslid.
Fig. 5.
Fgrståls-fäste med
motordriven posi-tionering.
TEKNISK TIDSKRIFT 1959 <51
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}