
Full resolution (JPEG) - On this page / på denna sida - 1959, H. 34 - Aluminium inom skeppsbyggeriet, av C Fo—SHl

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
Fig. 7.
Deformationer hos plåt
och nit; upptill
dålig fyllning på
grund av stort
spel, i mitten
deformation av
plåtkanter och
skaft på grund
av för stort
hål-kanttryck, nedtill för klen nit.
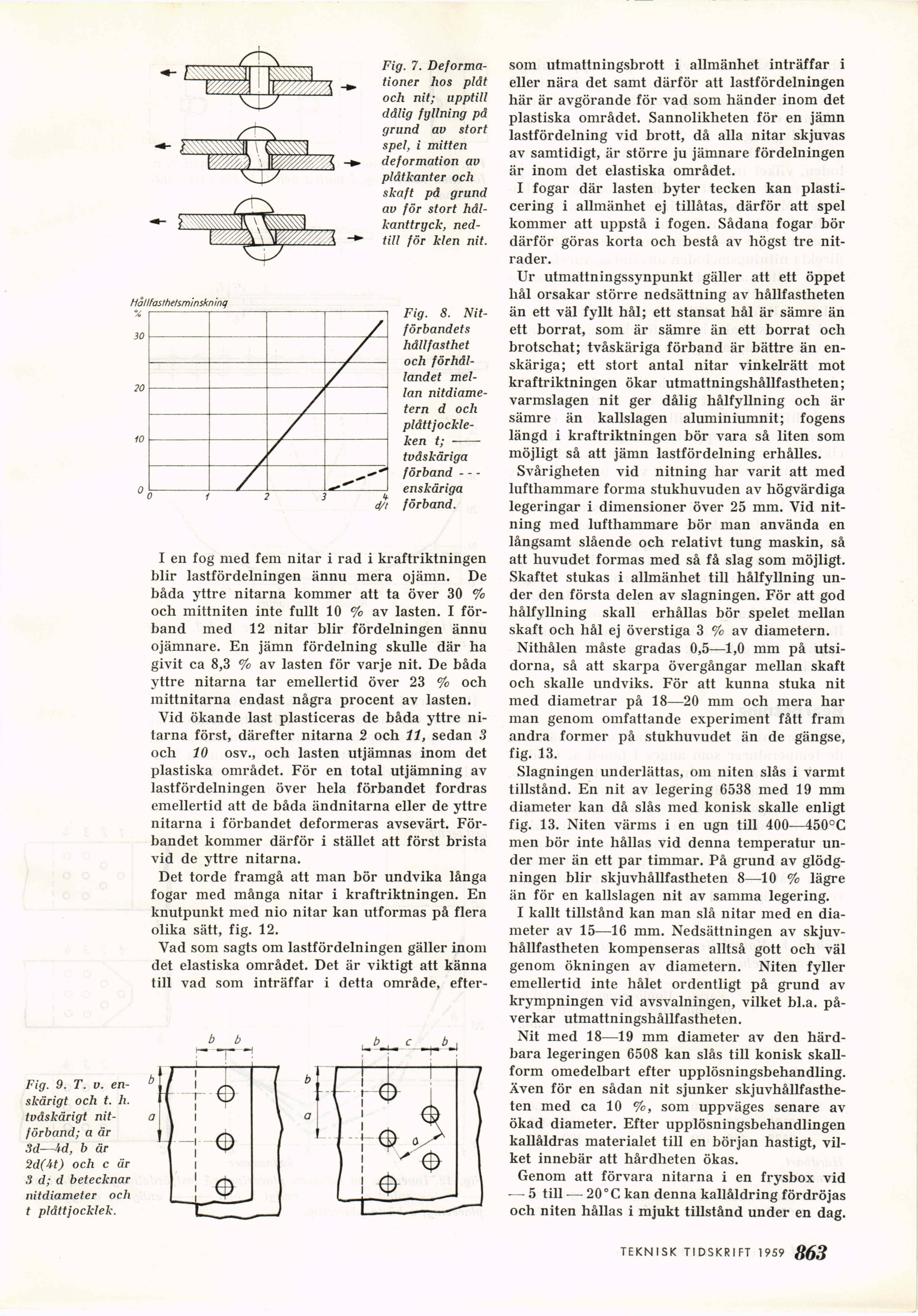
Fig. 8.
Nitförbandets
hållfasthet
och
förhållandet mellan nitdiametern d och [-plåttjockleken-]
{+plåttjockle-
ken+} t; –
tvåskäriga
förband –-
enskäriga
förband.
I en fog med fem nitar i rad i kraftriktningen
blir lastfördelningen ännu mera ojämn. De
båda yttre nitarna kommer att ta över 30 %
och mittniten inte fullt 10 % av lasten. I
förband med 12 nitar blir fördelningen ännu
ojämnare. En jämn fördelning skulle där ha
givit ca 8,3 % av lasten för varje nit. De båda
yttre nitarna tar emellertid över 23 % och
mittnitarna endast några procent av lasten.
Vid ökande last plasticeras de båda yttre
nitarna först, därefter nitarna 2 och 11, sedan 3
och 10 osv., och lasten utjämnas inom det
plastiska området. För en total utjämning av
lastfördelningen över hela förbandet fordras
emellertid att de båda ändnitarna eller de yttre
nitarna i förbandet deformeras avsevärt.
Förbandet kommer därför i stället att först brista
vid de yttre nitarna.
Det torde framgå att man bör undvika långa
fogar med många nitar i kraftriktningen. En
knutpunkt med nio nitar kan utformas på flera
olika sätt, fig. 12.
Vad som sagts om lastfördelningen gäller inom
det elastiska området. Det är viktigt att känna
till vad som inträffar i detta område, efter-
Fig. 9. T. v.
en-skärigt och t. h.
tvåskärigt
nit-förband; a är
3d—id, b är
2d(4t) och c är
3 d; d betecknar
nitdiameter och
t plåttjocklek.
som utmattningsbrott i allmänhet inträffar i
eller nära det samt därför att lastfördelningen
här är avgörande för vad som händer inom det
plastiska området. Sannolikheten för en jämn
lastfördelning vid brott, då alla nitar skjuvas
av samtidigt, är större ju jämnare fördelningen
är inom det elastiska området.
I fogar där lasten byter tecken kan
plasti-cering i allmänhet ej tillåtas, därför att spel
kommer att uppstå i fogen. Sådana fogar bör
därför göras korta och bestå av högst tre
nitrader.
Ur utmattningssynpunkt gäller att ett öppet
hål orsakar större nedsättning av hållfastheten
än ett väl fyllt hål; ett stansat hål är sämre än
ett borrat, som är sämre än ett borrat och
brotschat; tvåskäriga förband är bättre än
enskäriga; ett stort antal nitar vinkelrätt mot
kraftriktningen ökar utmattningshållfastheten;
varmslagen nit ger dålig hålfyllning och är
sämre än kallslagen aluminiumnit; fogens
längd i kraftriktningen bör vara så liten som
möjligt så att jämn lastfördelning erhålles.
Svårigheten vid nitning har varit att med
lufthammare forma stukhuvuden av högvärdiga
legeringar i dimensioner över 25 mm. Vid
nitning med lufthammare bör man använda en
långsamt slående och relativt tung maskin, så
att huvudet formas med så få slag som möjligt.
Skaftet stukas i allmänhet till hålfyllning
under den första delen av slagningen. För att god
hålfyllning skall erhållas bör spelet mellan
skaft och hål ej överstiga 3 % av diametern.
Nithålen måste gradas 0,5—1,0 mm på
utsidorna, så att skarpa övergångar mellan skaft
och skalle undviks. För att kunna stuka nit
med diametrar på 18—20 mm och mera har
man genom omfattande experiment fått fram
andra former på stukhuvudet än de gängse,
fig. 13.
Slagningen underlättas, om niten slås i varmt
tillstånd. En nit av legering 6538 med 19 mm
diameter kan då slås med konisk skalle enligt
fig. 13. Niten värms i en ugn till 400—450°C
men bör inte hållas vid denna temperatur
under mer än ett par timmar. På grund av
glödgningen blir skjuvhållfastheten 8—10 % lägre
än för en kallslagen nit av samma legering.
I kallt tillstånd kan man slå nitar med en
diameter av 15-—16 mm. Nedsättningen av
skjuvhållfastheten kompenseras alltså gott och väl
genom ökningen av diametern. Niten fyller
emellertid inte hålet ordentligt på grund av
krympningen vid avsvalningen, vilket bl.a.
påverkar utmattningshållfastheten.
Nit med 18—19 mm diameter av den
härdbara legeringen 6508 kan slås till konisk
skallform omedelbart efter upplösningsbehandling.
Även för en sådan nit sjunker
skjuvhållfastheten med ca 10 %, som uppväges senare av
ökad diameter. Efter upplösningsbehandlingen
kallåldras materialet till en början hastigt,
vilket innebär att hårdheten ökas.
Genom att förvara nitarna i en frysbox vid
— 5 till — 20°C kan denna kallåldring fördröjas
och niten hållas i mjukt tillstånd under en dag.
TEKNISK TIDSKRIFT 1959 7 63
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}