
Full resolution (JPEG) - On this page / på denna sida - 1960, H. 42 - Friktionssvetsning, av S Hähnel
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
År 1958 byggdes en kraftigare maskin för
svetsning av stål med låg kolhalt och 20—40
mm diameter. Denna typ har hydrauliska
chuckar. Slutligen har man konstruerat en
specialmaskin för svetsning av axlar till
koltransportör rullar.
Svetsningsbetingelser
För stor påfrestning av maskinen kan uppstå
vid svetsning av arbetsstycken med stor
diameter vid låg rotationshastighet, särskilt
innan materialet blivit plastiskt. Man måste
därför välja rotationshastigheten så att
belastningen på maskinen blir så liten som möjligt,
samtidigt som svetsningsbetingelserna gynnar
produktion av en god svets.
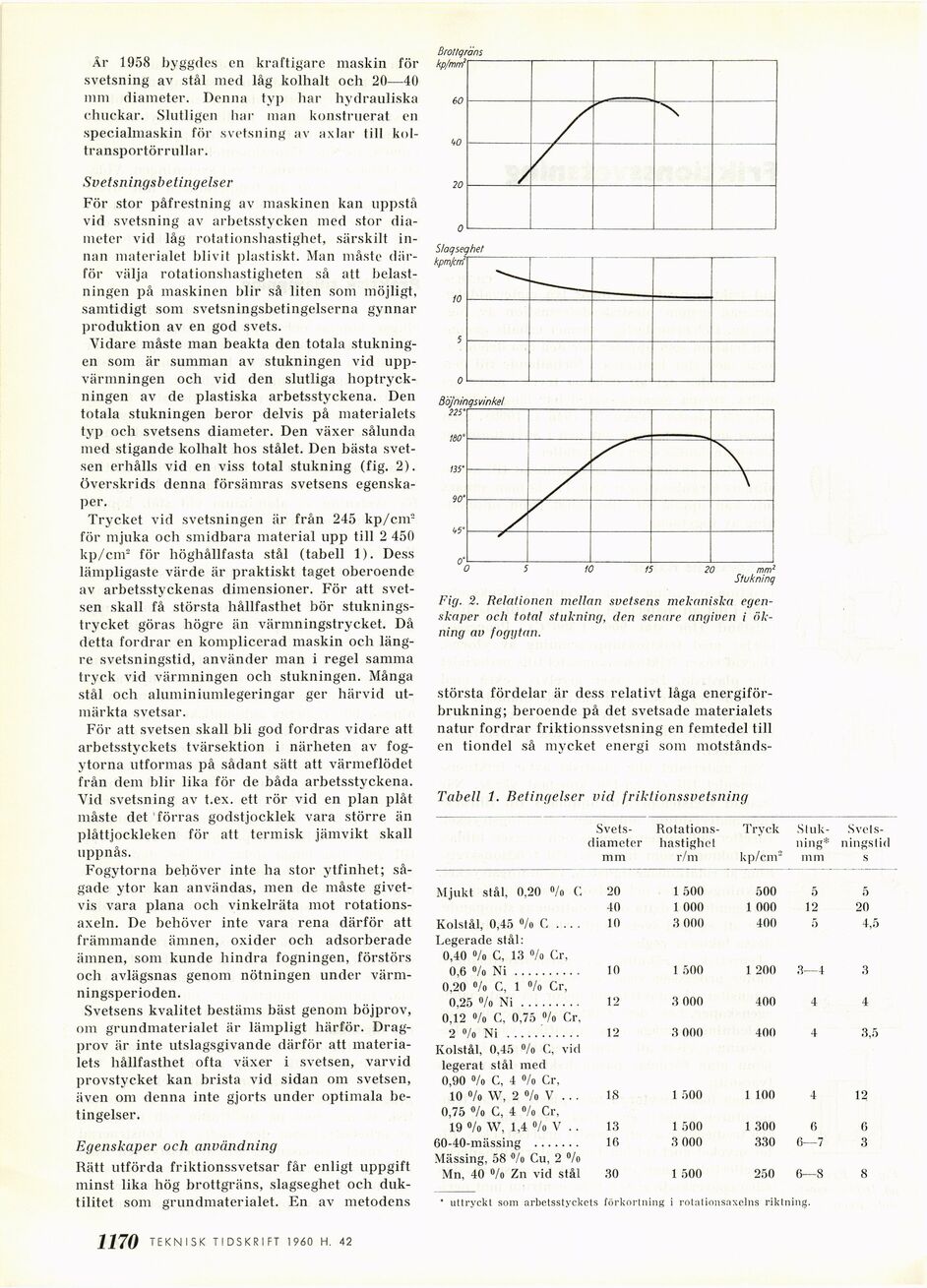
Vidare måste man beakta den totala
stukning-en som är summan av stukningen vid
uppvärmningen och vid den slutliga
hoptryckningen av de plastiska arbetsstyckena. Den
totala stukningen beror delvis på materialets
typ och svetsens diameter. Den växer sålunda
med stigande kolhalt hos stålet. Den bästa
svetsen erhålls vid en viss total stukning (fig. 2).
Överskrids denna försämras svetsens
egenskaper.
Trycket vid svetsningen är från 245
kp/cm-för mjuka och smidbara material upp till 2 450
kp/cnr för höghållfasta stål (tabell 1). Dess
lämpligaste värde är praktiskt taget oberoende
av arbetsstyckenas dimensioner. För att
svetsen skall få största hållfasthet bör
stuknings-trycket göras högre än värmningstrycket. Då
detta fordrar en komplicerad maskin och
längre svetsningstid, använder man i regel samma
tryck vid värmningen och stukningen. Många
stål och aluminiumlegeringar ger härvid
utmärkta svetsar.
För att svetsen skall bli god fordras vidare att
arbetsstyckets tvärsektion i närheten av
fog-ytorna utformas på sådant sätt att värmeflödet
från dem blir lika för de båda arbetsstyckena.
Vid svetsning av t.ex. ett rör vid en plan plåt
måste det förras godstjocklek vara större än
plåttjockleken för att termisk jämvikt skall
uppnås.
Fogytorna behöver inte ha stor ytfinhet;
sågade ytor kan användas, men de måste
givetvis vara plana och vinkelräta mot
rotationsaxeln. De behöver inte vara rena därför att
främmande ämnen, oxider och adsorberade
ämnen, som kunde hindra fogningen, förstörs
och avlägsnas genom nötningen under
värm-ningsperioden.
Svetsens kvalitet bestäms bäst genom böjprov,
om grundmaterialet är lämpligt härför.
Dragprov är inte utslagsgivande därför att
materialets hållfasthet ofta växer i svetsen, varvid
provstycket kan brista vid sidan om svetsen,
även om denna inte gjorts under optimala
betingelser.
Egenskaper och användning
Rätt utförda friktionssvetsar får enligt uppgift
minst lika hög brottgräns, slagseghet och
duk-tilitet som grundmaterialet. En av metodens
Brotlqröns
kp/mm1
Shqseqhet
kpm/cm2
Stukninq
Fig. 2. Relationen mellan svetsens mekaniska
egenskaper och total stukning, den senare angiven i
ökning av fogytan.
största fördelar är dess relativt låga
energiförbrukning; beroende på det svetsade materialets
natur fordrar friktionssvetsning en femtedel till
en tiondel så mvcket energi som motstånds-
Tabell 1. Betingelser vid friktionssvetsning
Svets-
Rotationsdiameter hastighet
mm r/m
Tryck
Stukning*
kp/cnr mm
[-Svetsningstid-]
{+Svets-
ningstid+}
s
Mjukt stål, 0,20 %> C 20 1 500 500 5 5
40 1 000 1 000 12 20
Kolstål, 0,45 »/o C ... . 10 3 000 400 5 4,5
Legerade stål:
0,40 °/o C, 13 «/o Gr,
0,6 °/o Ni.......... 10 1 500 1 200 3—4 3
0,20 °/o C, 1 %> Cr,
0,25 °/o Ni......... 12 3 000 400 4 4
0,12 °/o C. 0,75 °/o Cr.
2 »/o Ni ........... 12 3 000 400 4 3,5
Kolstål, 0,45 %> C, vid
legerat stål med
0,90 »/o C, 4 °/o Cr.
10 °/o W, 2 «/o V ... 18 1 500 1 100 4 12
0,75 «/o C, 4 °/o Cr,
19 %> W, 1,4 %> V .. 13 1 500 1 300 6 6
60-40-mässing ....... 16 .3 000 330 6—7 3
Mässing, 58 °/o Cu, 2 °/o
Mn, 40 % Zn vid stål 30 1 500 250 6—8 8
* uttryckt som arbetsstyckets förkortning i rotationsaxelns riktning.
TEKNISK TIDSKRIFT 1960 H. 40 J]]]
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}