
Full resolution (JPEG) - On this page / på denna sida - 1962, H. 3 - Ritningsförenkling, av Leif von Krogh och Lars Walldén - Nybyggen - Polarisbrytaren »Leningrad» levererad, av C-H von Hertzen

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
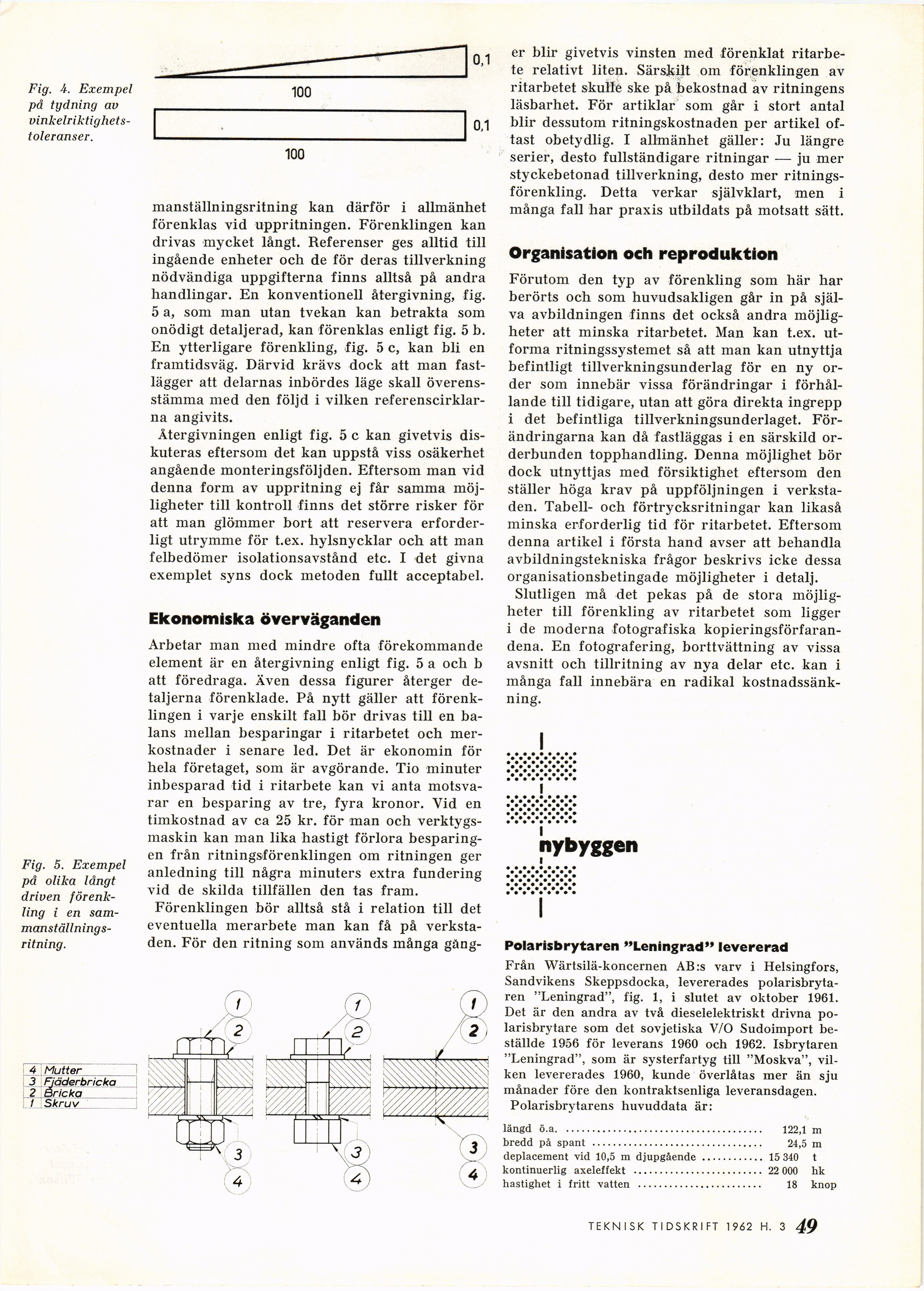
Fig. 4. Exempel
pä tydning av [-vinkelriktighets-toleranser.-]
{+vinkelriktighets-
toleranser.+}
Fig. 5. Exempel
pd olika långt
driven
förenkling i en
sammanställnings-ritning.
4 Mutter_____
3 Fjäderbricka
2 Bricka_____
I Skruv____
0,1
100
manställningsritning kan därför i allmänhet
förenklas vid uppritningen. Förenklingen kan
drivas mycket långt. Referenser ges alltid till
ingående enheter och de för deras tillverkning
nödvändiga uppgifterna finns alltså på andra
handlingar. En konventionell återgivning, fig.
5 a, som man utan tvekan kan betrakta som
onödigt detaljerad, kan förenklas enligt fig. 5 b.
En ytterligare förenkling, fig. 5 c, kan bli en
framtidsväg. Därvid krävs dock att man
fastlägger att delarnas inbördes läge skall
överensstämma med den följd i vilken
referenscirklarna angivits.
Återgivningen enligt fig. 5 c kan givetvis
diskuteras eftersom det kan uppstå viss osäkerhet
angående monteringsföljden. Eftersom man vid
denna form av uppritning ej får samma
möjligheter till kontroll finns det större risker för
att man glömmer bort att reservera
erforderligt utrymme för t.ex. hylsnycklar och att man
felbedömer isolationsavstånd etc. I det givna
exemplet syns dock metoden fullt acceptabel.
Ekonomiska överväganden
Arbetar man med mindre ofta förekommande
element är en återgivning enligt fig. 5 a och b
att föredraga. Även dessa figurer återger
detaljerna förenklade. På nytt gäller att
förenklingen i varje enskilt fall bör drivas till en
balans mellan besparingar i ritarbetet och
merkostnader i senare led. Det är ekonomin för
hela företaget, som är avgörande. Tio minuter
inbesparad tid i ritarbete kan vi anta
motsvarar en besparing av tre, fyra kronor. Vid en
timkostnad av ca 25 kr. för man och
verktygsmaskin kan man lika hastigt förlora
besparingen från ritningsförenklingen om ritningen ger
anledning till några minuters extra fundering
vid de skilda tillfällen den tas fram.
Förenklingen bör alltså stå i relation till det
eventuella merarbete man kan få på
verkstaden. För den ritning som används många gäng-
er blir givetvis vinsten med förenklat
ritarbete relativt liten. Särskilt om förenklingen av
ritarbetet skulle ske på bekostnad av ritningens
läsbarhet. För artiklar som går i stort antal
blir dessutom ritningskostnaden per artikel
oftast obetydlig. I allmänhet gäller: Ju längre
serier, desto fullständigare ritningar — ju mer
styckebetonad tillverkning, desto mer
ritningsförenkling. Detta verkar självklart, men i
många fall har praxis utbildats på motsatt sätt.
Organisation och reproduktion
Förutom den typ av förenkling som här har
berörts och som huvudsakligen går in på
själva avbildningen finns det också andra
möjligheter att minska ritarbetet. Man kan t.ex.
utforma ritningssystemet så att man kan utnyttja
befintligt tillverkningsunderlag för en ny
order som innebär vissa förändringar i
förhållande till tidigare, utan att göra direkta ingrepp
i det befintliga tillverkningsunderlaget.
Förändringarna kan då fastläggas i en särskild
or-derbunden topphandling. Denna möjlighet bör
dock utnyttjas med försiktighet eftersom den
ställer höga krav på uppföljningen i
verkstaden. Tabell- och förtrycksritningar kan likaså
minska erforderlig tid för ritarbetet. Eftersom
denna artikel i första hand avser att behandla
avbildningstekniska frågor beskrivs icke dessa
organisationsbetingade möjligheter i detalj.
Slutligen må det pekas på de stora
möjligheter till förenkling av ritarbetet som ligger
i de moderna fotografiska
kopieringsförfarandena. En fotografering, borttvättning av vissa
avsnitt och tillritning av nya delar etc. kan i
många fall innebära en radikal
kostnadssänkning.
I
nybyggen
Polarisbrytaren "Leningrad" levererad
Från Wärtsilä-koncernen AB:s varv i Helsingfors,
Sandvikens Skeppsdocka, levererades
polarisbrytaren "Leningrad", fig. 1, i slutet av oktober 1961.
Det är den andra av två dieselelektriskt drivna
po-larisbrytare som det sovjetiska V/O Sudoimport
beställde 1956 för leverans 1960 och 1962. Isbrytaren
"Leningrad", som är systerfartyg till "Moskva",
vilken levererades 1960, kunde överlåtas mer än sju
månader före den kontraktsenliga leveransdagen.
Polarisbrytarens huvuddata är:
längd ö.a....................................... 122,1 m
bredd på spant ................................. 24,5 m
deplacement vid 10,5 m djupgående ............ 15 340 t
kontinuerlig axeleJfekt ..................................................22 000 hk
hastighet i fritt vatten ........................ 18 knop
TEKNISK TIDSKRIFT 1962 H. 1 J33
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}