
Full resolution (JPEG) - On this page / på denna sida - 1962, H. 47 - Svenska metallbearbetningsmaskiner, av Bo G A Jonsson
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
spak med hjälp av en lamellbroms. Skär- och
stödhuvuden på spindeln är åtkomliga genom
öppningar täckta med fällbara luckor.
De två skärhuvudena i vardera änden av
spindeln har ett radiellt riktat hårdmetallskär samt
tre rullstöd, fig. 3. Ett rullstöd, som har till
uppgift att styra materialstången in i det
andra skärhuvudet, har fyra separat ställbara
backar av gjutjärn.
Stängerna matas genom maskinen av två
refflade, fjäderbelastade matarrullar i svarvens
ingångsände. De drivs genom snäckväxlar från
en med slirkoppling som överlastskydd försedd
växellåda med utbytbara satshjul.
Matarrullar-na sitter i slider som kan ställas in efter
stångdiametern.
Materialstängerna passerar svarven
fastsittande i endera av två spännvagnar på svarvens
ingångs- resp. utgångssida. Pneumatiska
skruvstycken hindrar materialstången att vrida sig
vid svarvningen. Spännvagnarna, som är
anpassade för upp till 6 m långa stänger, har
el-bromsning och snabbåtergång på de särskilda
vagnbanorna.
För att fasa stångändarna från kap- och
vals-ningsgrader har svarven ett särskilt skärhuvud
med två hårdmetallskär, som arbetar då
stången är fastspänd i ett särskilt skruvstycke.
Stängerna flyttas från svarvens upplagsbord
med inbördes vinkelställda armpar. Armarnas
överdel, "lyftaren", fångar en stång på
upplaget, varefter armarna svänger över mot
svarven, lyftaren sänks och stången grips av
maskinens fasningsskruvstycke. Då ytterligare en
stång flyttas från upplaget, lyfts den
föregående av de inre armparen från fasningsläget till
spännvagnens skruvstycke. Denna
iläggnings-anordning är identisk med
avläggningsanord-ningen på svarvens utgångssida.
Lyftarna är tryckluftspåverkade medan
armrörelsen arbetar med tryckolja. Då oljetrycket
åstadkoms av 6 at ö tryckluft, fordras ej någon
särskild oljetrycksledning, endast
trycklufts-försörjning.
Skärstället kyls av vätska, som spolas som en
"gardin" runt stången genom ett ringformat
munstycke. Tätningar på stångens in- och
utgångssida hindrar kylvätskespill.
Skalsvarvningsförloppet styrs av
följdautoma-tik. Då det manuella arbetet kan begränsas
till övervakning och tillfällig måttkontroll kan
en man sköta två skalsvarvar. En uppfattning
om svarvens produktionsförmåga kan anges av
2,35 t/h skalat material och 0,2 t/h spån, som
man kan beräkna erhålla vid 60 m/min
skärhastighet och 1,5 m/min genomgångshastighet
för 70 mm stångmaterial bearbetat från ett
grövre utgångsmaterial med 6 mm matning.
Svarven har följande huvuddata:
skalningsdiameter (färdigmått) 20—110 mm
stånglängd vid automatisk drift 2 500—6 000 mm
spindelhastigheter (13) ..........125—500 r/m
matningshastigheter (5) .... 4,0—-9,0 mm/r
elmotoreffekt ............................40 hk
golvutrymme ............................12,5 X 1,8 m
nettovikt ....................................ca 9 t
Svarven kan förses med utrustning för
bearbetning av stänger längre än 6 m. Tre par
skärhuvuden och tre stödhuvuden fordras för
täckning av hela diameterintervallet för
skalningen.
Skalningen innebär att annars fordrade
arbetstider för materialets hantering och
transporter mellan slipningarna bortfaller.
Platsbehovet för materiallagringen minskas, och det
bortarbetade materialet kan tillvaratas för
om-smältning. Förutom i samband med
centerless-slipning förekommer skalsvarvning för
framställning av utgångsmaterial för
automatsvarv-ning samt för borttagning av ytfel på valsat
stångmaterial.
Hydraulisk kopiersvarv HKS-2
Den hydrauliska kopiersvarven HKS-2
tillverkas av Köpings Mekaniska Verkstads AB. Dess
huvudmotor på 20 hk vid 2 925 r/m är
placerad i vänstra delen av bädden. Spindeldockan
ger totalt 32 spindelhastigheter i åtta serier
med fyra hastigheter i varje och inom
intervallet 90—2 100 r/m. Varje grupp om fyra
hastigheter är tillgänglig i en och samma
arbets-cykel.
Matningsväxellådan är utförd som en insats
i spindeldockan, och ger genom skjuthjul nio
matningshastigheter. Den drivs från spindeln
genom kugghjul. Matningarna ställs in med
spakar. Vid automatisk drift kan man
programmera växling mellan matning med full eller
halv inställd hastighet.
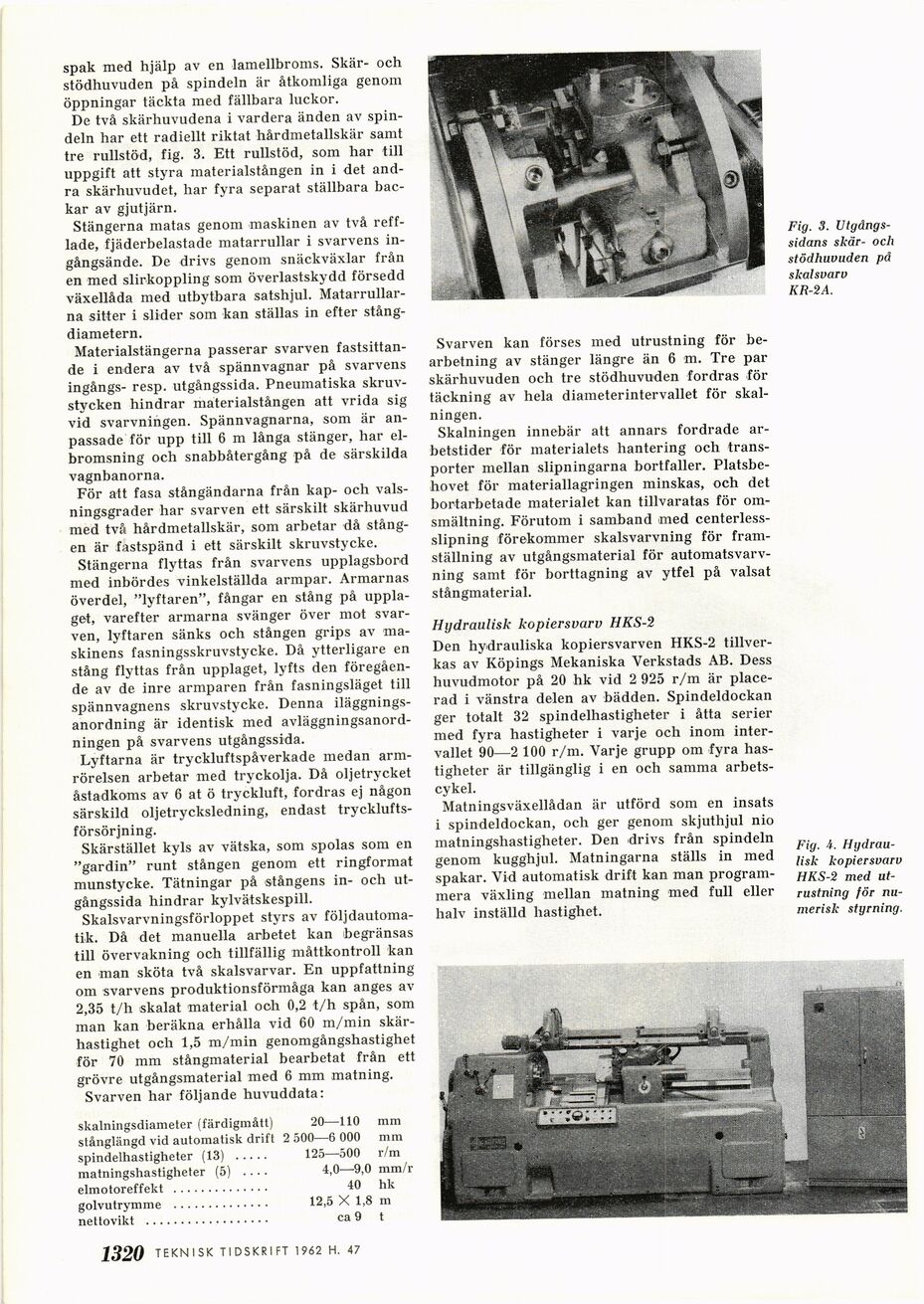
Fig. 3.
Utgångs-sidans skär- och
stödhuvuden på
skalsvarv
KR-2A.
Fig. i.
Hydraulisk kopiersvarv
HKS-2 med
utrustning för
numerisk styrning.
1320 TEKNI.SK TIDSKRIFT 1962 H. 44
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}