
Full resolution (JPEG) - On this page / på denna sida - Nr. 42. 18 oktober 1912 - Sider ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
538
TEKNISK UKEBLAD
Nr. 42 1912
I induktionsmotorer, hvor luftspalten
nødvendigvis er meget kort, er helt aapne
nuter ofte uheldige, især ved hurtigløpende
maskiner; i saadanne maskiner vil
pulsationstapene ofte være like saa store som
tapene foraarsaket av hovedfeltet.
At saa er tilfælde kan man let
for-staa, naar man vet at for en 60 per.
B d S
maskin med —r——150, fandtes disse
öp 100
tap at være ca. 7 watt pr. kvad, tomme,
eller 1.1 watt pr. cm2 av rotor-jernflate
mot luftspalt.
Det fremgaar ogsaa med tydelighet av
en sammenligning mellem en
induktionsmotors jerntap, naar den løper, og naar
den staar stille. Det forekommer nemlig
ret ofte, at jerntapene naar motoren
løper, er større end naar den staar stille,
til trods for at i første tilfælde praktisk
ingen tap finder sted i rotorkjernen, mens
i det andet tilfælde tapene i rotorkjernen
som røgel er meget betydelige.
Fig. 8 gjengir kurver for
induktionsmotorer for 25, 40 og 60 perioder; de
viser resultatet av maalinger paa et meget
stort antal maskiner av de mest
forskjellige typer og størrelser.
Det gjælder for almindelig amerikansk
dynamoblik av god kvalitet, 0.17 tomme
tykt, og for flater der er meget let
av-dreiet.
Fig. 1, 2, 3 og 4 er gjengit fra den
før omtalte artikel av prof. W. M.
Thorn-ton.
Fig. 5 og 6 er tat fra en artikel av
Hele-Shaw, Hay & Powell, Journal of the
Institution of Electrical Engineers, V. 37,
nr. 149.
Angaaende disse figurer kan nævnes,
at de selvfølgelig ikke er fotografier av
virkelige kraftlinjer, men av en eller anden
væske, f. eks. vand, der strømmer mellem
to glasplater.
I denne væske indsprøites gjennem en
mængde smaa aapninger et farvestof,
hvorved strømmens retning og styrke i
ethvert punkt kan sees.
Paa de steder som tilsvarer luftspalten,
er aapningen mellem glasplaterne
redu-cert i det rigtige forhold ved at der paa
den ene plate er klæbet voks eller et
andet passende material; det samme
gjælder for steder der tilsvarer tænderne eller
andre mættede deler av jernet.
Takstenspresse, System F. L.
Smidth.
De senere aars stadige efterspørsler
efter taksten i forbindelse med det
beklagelige faktum at
murstensfabrikationen paa mange steder er blit meget litet
lukrativ, har ganske naturlig medført at
flere og flere teglverker har kastet sig
over takstensfabrikationen, og i rigtig
for-staaelse av at de hittil eksisterende
konstruktioner av presser har lat adskillig
tilbake at ønske, saavel med hensyn til
let betjening som driftssikkerhet og
produktionsevne, har firmaet F. L. Smidth
& Co. konstruert en ny takstenspresse,
som antagelig bedre svarer til nutidens
fordringer, og som nu i ca. 2 aar har
været anvendt ved flere teglverker med
godt resultat.
Av de hittil kjendte konstruktioner kan
som de mest anvendte nævnes
ekscenter-eller slædepresser og revolverpresser. Den
førstnævnte beregnet for en produktion
av 2000—2500, og sidstnævnte for en
produktion av 4000—5000 taksten pr.
dag. Slædepressen vil være den som her
i Skandinavien hittil er bedst kjendt.
Den bestaar i hovedtrækkene av en fast
underdel, indover hvilken 1 eller 2
slæder, hvorpaa underformene er anbragt,
vekselvis kan skytes ind til presning
under et over underdelen op- og
nedadgaa-ende stempel, som bærer overformen.
Revolverpressen arbeider efter det
princip, at underformene bæres av en 6-sidet
valse, som støtvis roterer og paa denne
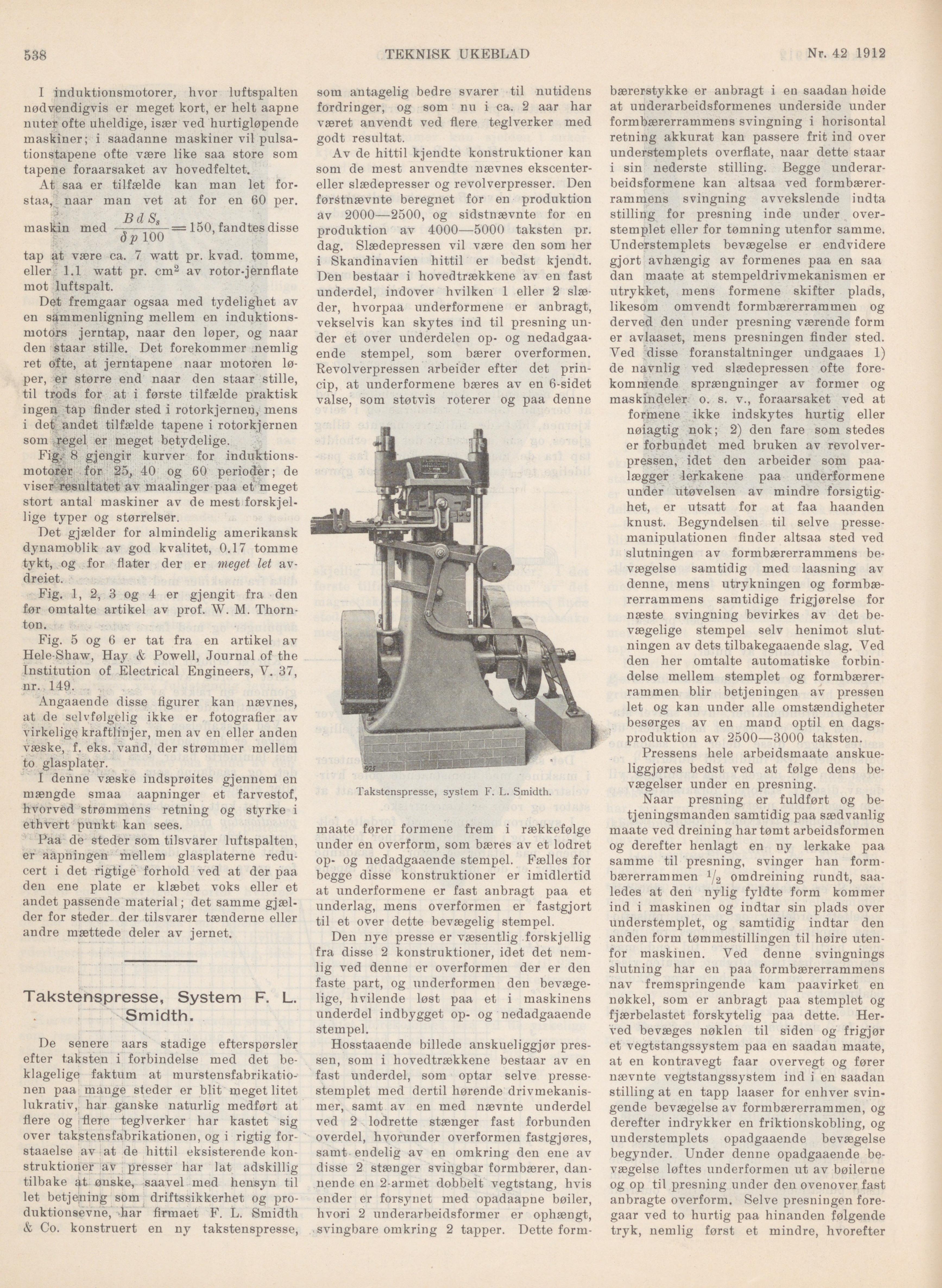
Takstenspresse, system F. L. Smidth.
maate fører formene frem i rækkefølge
under en overform, som bæres av et lodret
op- og nedadgaaende stempel. Fælles for
begge disse konstruktioner er imidlertid
at underformene er fast anbragt paa et
underlag, mens overformen er fastgjort
til et over dette bevægelig stempel.
Den nye presse er væsentlig forskjellig
fra disse 2 konstruktioner, idet det
nemlig ved denne er overformen der er den
faste part, og underformen den
bevægelige, hvilende løst paa et i maskinens
underdel indbygget op- og nedadgaaende
stempel.
Hosstaaende billede anskueliggjør
pressen, som i hovedtrækkene bestaar av en
fast underdel, som optar selve
pressestemplet med dertil hørende
drivmekanismer, samt av en med nævnte underdel
ved 2 lodrette stænger fast forbunden
overdel, hvorunder overformen fastgjøres,
samt endelig av en omkring den ene av
disse 2 stænger svingbar formbærer,
dannende en 2-armet dobbelt vegtstang, hvis
ender er forsynet med opadaapne bøiler,
hvori 2 underarbeidsformer er ophængt,
svingbare omkring 2 tapper. Dette
form
bærerstykke er anbragt i en saadan høide
at underarbeidsformenes underside under
formbærerrammens svingning i horisontal
retning akkurat kan passere frit ind over
understemplets overflate, naar dette staar
i sin nederste stilling. Begge
underar-beidsformene kan altsaa ved
formbærerrammens svingning avvekslende indta
stilling for presning inde under
overstemplet eller for tømning utenfor samme.
Understemplets bevægelse er endvidere
gjort avhængig av formenes paa en saa
dan maate at stempeldrivmekanismen er
utrykket, mens formene skifter plads,
likesom omvendt formbærerrammeu og
derved den under presning værende form
er avlaaset, mens presningen finder sted.
Ved disse foranstaltninger undgaaes 1)
de navnlig ved slædepressen ofte
forekommende sprængninger av former og
maskindeler o. s. v., foraarsaket ved at
formene ikke indskytes hurtig eller
nøiagtig nok; 2) den fare som stedes
er forbundet med bruken av
revolverpressen, idet den arbeider som
paalægger lerkakene paa underformene
under utøvelsen av mindre
forsigtig-het, er utsatt for at faa haanden
knust. Begyndelsen til selve
pressemanipulationen finder altsaa sted ved
slutningen av formbærerrammens
bevægelse samtidig med laasning av
denne, mens utrykningen og
formbærerrammens samtidige frigjørelse for
næste svingning bevirkes av det
bevægelige stempel selv henimot
slutningen av dets tilbakegaaende slag. Ved
den her omtalte automatiske
forbindelse mellem stemplet og
formbærer-rammen biir betjeningen av pressen
let og kan under alle omstændigheter
besørges av en mand optil en
dagsproduktion av 2500—3000 taksten.
Pressens hele arbeidsmaate
anskueliggjøres bedst ved at følge dens
bevægelser under en presning.
Naar presning er fuldført og
betjeningsmanden samtidig paa sædvanlig
maate ved dreining har tømt arbeidsformen
og derefter henlagt en ny lerkake paa
samme til presning, svinger han
form-bærerrammen 1/2 omdreining rundt,
saaledes at den nylig fyldte form kommer
ind i maskinen og indtar sin plads over
understemplet, og samtidig indtar den
anden form tømmestillingen til høire
utenfor maskinen. Ved denne svingnings
slutning har en paa formbærerrammens
nav fremspringende kam paavirket en
nøkkel, som er anbragt paa stemplet og
fjærbelastet forskytelig paa dette.
Herved bevæges nøklen til siden og frigjør
et vegtstangssystem paa en saadan maate,
at en kontravegt faar overvegt og fører
nævnte vegtstangssystem ind i en saadan
stilling at en tapp laaser for enhver
svingende bevægelse av formbærerrammen, og
derefter indrykker en friktionskobling, og
understemplets opadgaaende bevægelse
begynder. Under denne opadgaaende
bevægelse løftes underformen ut av bøflerne
og op til presning under den ovenover fast
anbragte overform. Selve presningen
fore-gaar ved to hurtig paa hinanden følgende
tryk, nemlig først et mindre, hvorefter
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}