
Full resolution (JPEG) - On this page / på denna sida - Nr. 42. 16. oktober 1930 - Sider ...

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
484
TEKN1SKUKEBLAD
Nr. 42 - 1930
Fig- 1-
Fig. 2.
heten av å anvende den såkalte sømsveisemetode med
rulleformede elektroder. Forsøker man imidlertid med
rulleformede elektroder å sveise f. eks. en tynn
plate-strimmel på et tykkere underlag, så vil man finne, at
platen kun ruller sig om elektroden eller forbrenner,
innen den forbinder sig med underlaget. Ved de jevnt
løpende ruller ligger nemlig det heteste punkt noget
bakenfor rullen. Dette onde gjør sig allerede gjeldende
ved sveisning av forholdsmessig tynne plater, når begge
er like tykke. Men er den ene vesentlig tynnere enn den
annen, så tjener den på strekningen mellem rullenes
berøringspunkt og den nettop sveisede sone, der ligger
noget bak rullene, som leder for den elektriske strøm,
hvorved sonen forbrennes.
Fra år tilbake gies der dog en annen
sømsveisemetode med rulleformede elektroder, som egentlig er å
betegne som en punktsveisning med rullende elektroder,
den såkalte skrittmetode. Denne forener i sig
punk-sveisemetodens og sømsveisemetodens egenskaper på
den måte, at man kan sammensveise lag av forskjellig
tykkelse som ved punktsveisning og dog opnå en jevn
sveisesøm hurtig og med største sikkerhet. Ved hjelp
av skrittmetoden er det altså mulig å sveise homogent
tynne plater eller strimler på tykkere gjenstander. Av
hensyn til påkjenning på elektrodene vil man i
almin-delighet i et lag ikke påsveise mere enn 2 mm, om enn
også påsveisning av et lag på 3 mm i en arbeidsgang
er mulig. Men i de fleste tilfeller vil man søke å
pålegge tynnest mulige lag i en arbeidsgang og her består
praktisk talt ingen grenser ved «flateforbedring» ved
hjelp av rulleskritt.
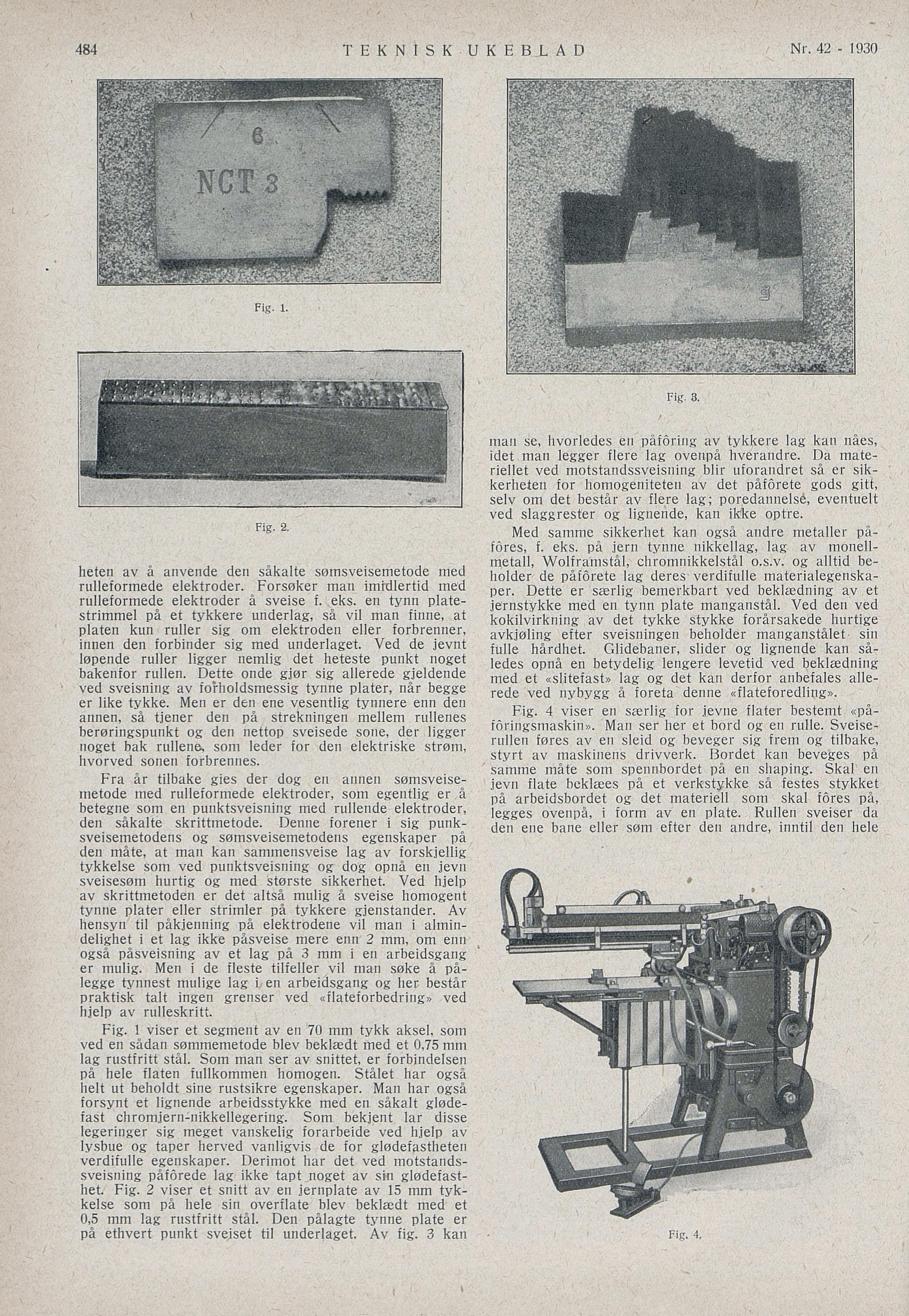
Fig. 1 viser et segment av en 70 mm tykk aksel, som
ved en sådan sømmemetode blev beklædt med et 0,75 mm
lag rustfritt stål. Som man ser av snittet, er forbindelsen
på hele flaten fullkommen homogen. Stålet har også
helt ut beholdt sine rustsikre egenskaper. Man har også
forsynt et lignende arbejdsstykke med en såkalt
gløde-fast chromjern-nikkellegering. Som bekjent lar disse
legeringer sig meget vanskelig forarbeide ved hjelp av
lysbue og taper herved vanligvis de for glødefastheten
verdifulle egenskaper. Derimot har det ved
motstands-sveisning påförede lag ikke tapt noget av sin
glødefast-het. Fig. 2 viser et snitt av en jernplate av 15 mm
tykkelse som på hele sin overflate blev beklædt med et
0,5 mm lag rustfritt stål. Den pålagte tynne plate er
på ethvert punkt sveiset til underlaget. Av fig. 3 kan
Fig. 3.
man se, hvorledes en påforing av tykkere lag kan nåes,
idet man legger flere lag ovenpå hverandre. Da
materiellet ved motstandssveisning biir uforandret så er
sikkerheten for homogeniteten av det påförete gods gitt,
selv om det består av flere lag; poredannelsé, eventuelt
ved slaggrester og lignende, kan ikke optre.
Med samme sikkerhet kan også andre metaller
påføres, f. eks. på jern tynne nikkellag, lag av
monellmetall, Wolframstål, chromnikkelstål o.s.v. og alltid
beholder de påförete lag deres verdifulle
materialegenskaper. Dette er særlig bemerkbart ved beklædning av et
jernstykke med en tynn plate manganstål. Ved den ved
kokilvirkning av det tykke stykke forårsakede hurtige
avkjøling efter svejsningen beholder manganstålet sin
fulle hårdhet. Glidebaner, slider og lignende kan
således opnå en betydelig lengere levetid ved beklædning
med et «slitefast» lag og det kan derfor anbefales
allerede ved nybygg å foreta denne «flateforedling».
Fig. 4 viser en særlig for jevne flater bestemt
«på-föringsmaskin». Man ser her et bord og en rulle.
Sveise-rullen føres av en sleid og beveger sig frem og tilbake,
styrt av maskinens drivverk. Bordet kan beveges på
samme måte som spennbordet på en shaping. Skal en
jevn flate beklæes på et verkstykke så festes stykket
på arbeidsbordet og det materiell som skal fores på,
legges ovenpå, i form av en plate. Rullen sveiser da
den ene bane eller søm efter den andre, inntil den hele
Fig. 4.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}