
Full resolution (JPEG) - On this page / på denna sida - Nr. 35. 5. november 1931 - Varmeisolerende byggematerialer, av Henry C. M. Ingeberg (forts.)
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
flater og karets vegger bruker man gummiforete stål
lister. På toppen av cylinderen er der en gummivalse
til utievning og utpresning av ytterligere en del vann
før fibermatten optaes av transportbåndet og føres til
pressen.
c. Formningen foregår her ved hijelp av to roterende
cylindre med metalltrådduk som tilsammen danner den
ene sidevegg i karet med fibersuspensjonen; fibermatten
presses under rotasjonen ut mellem disse, idet vannet
siver inn i cylindrene og fjernes som ved b. Denne
konstruksion anvendes bl. a. av Celotex.
d. Også her foregår formningen ved hjelp av to cylin
dre, men disse danner så å si lokket på det kar hvortil
fibersuspensjonen føres; suspensjonen står her som ved b.
under et trykk av optil 0,6 kg/cm" og fibermatten dannes
idet massen presses op mellem cylindrene. Fig. 9 viser
et anlegg av denne art.
e. Enkelte fabrikker bruker modifikasjoner av den
vanlige Fourdrinier-maskin, hvor suspensjonen gjennem
en spalte nær bunnen i karveggen flyter ut på en «wire»,
et endeløst bånd av metalltrådduk, dette beveger sig
horisontalt — ved enkelte konstruksjoner først opover
i svak skråning — og rystes samtidig på tverrs av be
vegelsesretningen. Henimot den ende hvor fibermatten
går over til pressen er der anbragt sugekasser under
wiren, på samme måte som ved en papirmaskin.
Samtlige disse konstruksjoner er blitt utført i meget
store dimensjoner; ved de større fabrikker anvendes
gjerne en arbeidsbredde av ca. 4,0 m, og ved cylinder
maskinene bruker man eylindre med diameter optil 3,6 m.
”r
Fig: 10.
Den normale arbeidshastighet ved fremstilling av 11—
12 mm plate (tørr) varierer mellem 2,5 og 6 m/min., alt
efter massens frihetsgrad og maskintypen.
Presningen
av den våte fibermatte foregår i de fleste fabrik
ker ved hijelp av en valsepresse; mellem duker av
metalltrådnett eller strie føres matten gjennem en rekke
— i almindelighet 6 — valsepar, hvor den blir utsatt for
et stadig voksende trykk. Fig. 10 viseren slik presse.
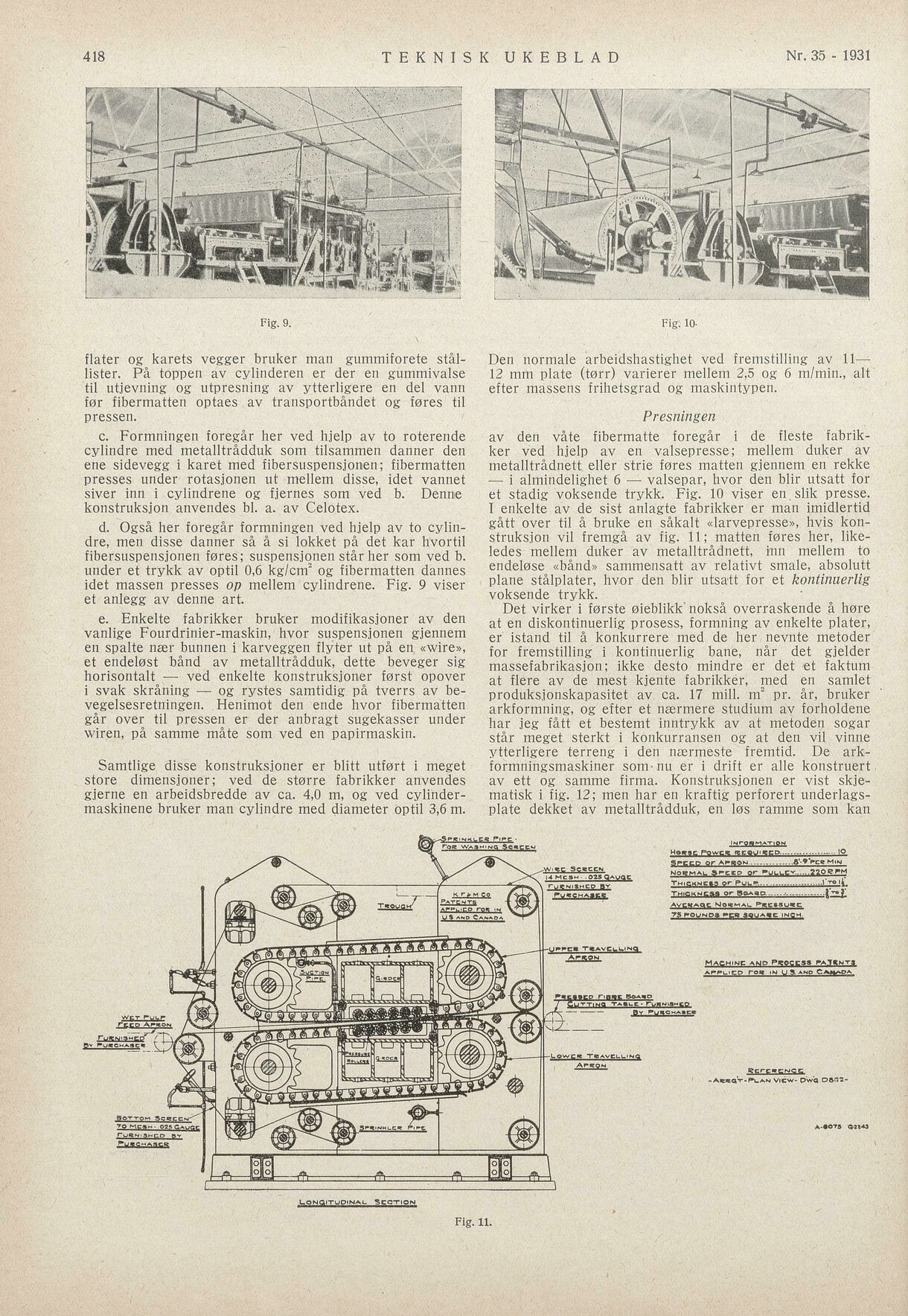
I enkelte av de sist anlagte fabrikker er man imidlertid
gått over til å bruke en såkalt «larvepresse», hvis kon
struksjon vil fremgå av fig. 11; matten føres her, like
ledes mellem duker av metalltrådnett, inn mellem to
endeløse «bånd» sammensatt av relativt smale, absolutt
plane stålplater, hvor den blir utsatt for et kontinuerlig
voksende trykk. :
Det virker i forste øieblikk nokså overraskende å høre
at en diskontinuerlig prosess, formning av enkelte plater,
er istand til å konkurrere med de her nevnte metoder
for fremstilling i kontinuerlig bane, når det gielder
massefabrikasion; ikke desto mindre er det et faktum
at flere av de mest kjente fabrikker, med en samlet
produksjonskapasitet av ca. 17 mill. m” pr. år, bruker
arkformning, og efter et nærmere studium av forholdene
har jeg fått et bestemt inntrykk av at metoden sogar
står meget sterkt i konkurransen og at den vil vinne
vytterligere terreng i den nærmeste fremtid. De ark
formningsmaskiner som:nu er i drift er alle konstruert
av ett og samme firma. Konstruksijonen er vist skje
matisk i fig. 12; men har en kraftig perforert underlags
plate dekket av metalltrådduk, en løs ramme som kan
S R B N
;X JS —m T ’*X TE TTSOS AS
T
od »g J E N A 2
L e ÅNAF N 5 RT RR SOH S os SN e
M V RÅ se Nen a n n edr s TR TT TTT
l Å iar —eå*e K H iS lta en Ja : A leR EEr ; SPYT RGa Å | A » | Y
: ;
m; Å k ——— SRRT b M v !SÅS —— RT Sn - E ”
Å- ) eer Å Y;g*q% nad d .*j*%*f_g)"_*w”.’*:?ä:u NiedA å å - :Å i v R
’ å E AR, S mest bb AeÅ VR !’ÅJ D Å E
£U R. n R ——’éu 3t SR .5:”-: Ne 3 ’å’ )_’—xi»(:,gi:; å DE E/’ ’ ; tl&h V | INE .- Ld |
a e IN—æHE; | jn AR eip . ; tuear Hr Jea EE d
*e. AT SSe tRld T
o r —”»Dtg*%)g:w n AER o:FL ” TR R ä
;é ÅT lku V
OL LRÅ Fm s R ie.77R et!
å . mLI k Nea EB BpaSa o I Sl p a Lea ; ; | A
V eåbn F v ; Q;w et in ;Xt a A "x””x*,—»*’( oInN $ 7 | A —a |
Msra Nar sema en | å- R RTNRIrss ]f&; N enm Z ’r| nm A
R i ;—*l’fli*? M. : n N% ] mn
n YRE g å j . R + v 4 S- r Å %.
s L»..,_.____u_:’_ - . å V X ’F -B- ; :’.—"v V4, ;
Fig. 9.
(Ø s
Ne ; >
N ö HongeFowgn BESWISER. iiignini10
| u[&ää EV = åö* . kremse W
A MM
;’___I: .’.’ - SAI_:Q > ; ; th""d”””""”*ä
r w ANADA %zråasw !
H –” ” - / =— ss
; ) A 913101g’yu!g’caIu’.—.!u.".åI&’&I&’&Ya’&!&’afém |
|LÅ M TET VL Na ses
; %% å | j R Z
- 8) l | i |) ja MAGHINEANDPROGESSPATRNTS
A å ’.
”.Å.-=-=-’L Jeq wya&s:;mä
HER
=: TITITI SRRDoR 200 €3 7 nar 30a —
;Ar < TT JPV _-!_’lel__&.- Ää’&&u_u
134 ;å , Rrr ., — ] TRLE RRR T O ; =
v PuæeNn. A|C3N & H A ” :’.—.’Q.Å’t’"’ ED nO£V Å F F -BrPyRSuAosEr
!—’E-%-Jjä 4,40’9’9’”’"’ ’”’"_;&1-*..;:—-;5*;4*.*-—115-?,"”’% SY
A en
X E) NONOJ NC Ö N
. Ara S osca I EHL a
vi e lr QV; ja L
-AL ’€ p RRR k” a Ar
£ D lwxw;w.v;ewxwv;uw:w.l” æ ESERENSG
;L::ME_N/ m o” | -ARRaT-PLAN VICW- Dwa D862
H-. badr v : € -
a V2 k & * >-
rvensneo er || VP S 2 tÅ
s & 3 63
| mm Nz
la l moR A = p
D1J ) 1D ”/
nt T Ån B -
—l l.—ii—. .;,,a—ii-
Fig. 11.
1
418 TEKNISK UKEBLAD Nr. 35 - 1931
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}