
Full resolution (JPEG)
- On this page / på denna sida
- Lödning och svetsning av rostfritt stål
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread.
/ Denna sida har aldrig korrekturlästs.
et är en ganska utbredd åsikt, att det
inte går att löda eller svetsa rostfritt
stål. Det verkliga förhållandet är emel-
lertid att dylikt stål mycket väl kan både
lödas och svetsas till fullgoda produkter,
blott dessa operationer utföras på ett
tekniskt riktigt sätt. Inga speciella
hjälpmedel erfordras för dessa operatio-
ner. Små men ändock ganska betydelse-
fulla förändringar av den vanliga till-
verkningstekniken i samband med van-
liga metaller måste införas i detta fall.
stor lödkolv, som tryckes mot materia-
let längre stund än vad som erfordras
för lödning av vanligt stål. Detta bety-
der dock ej att lödkolven skall upphettas
till högre temperatur än vanligt, då allt-
för hög värme åstadkommer en färg-
ning av stålet, som därvid även kan kas-
ta eller kröka sig på grund av detta
ståls stora utvidgning vid värme.
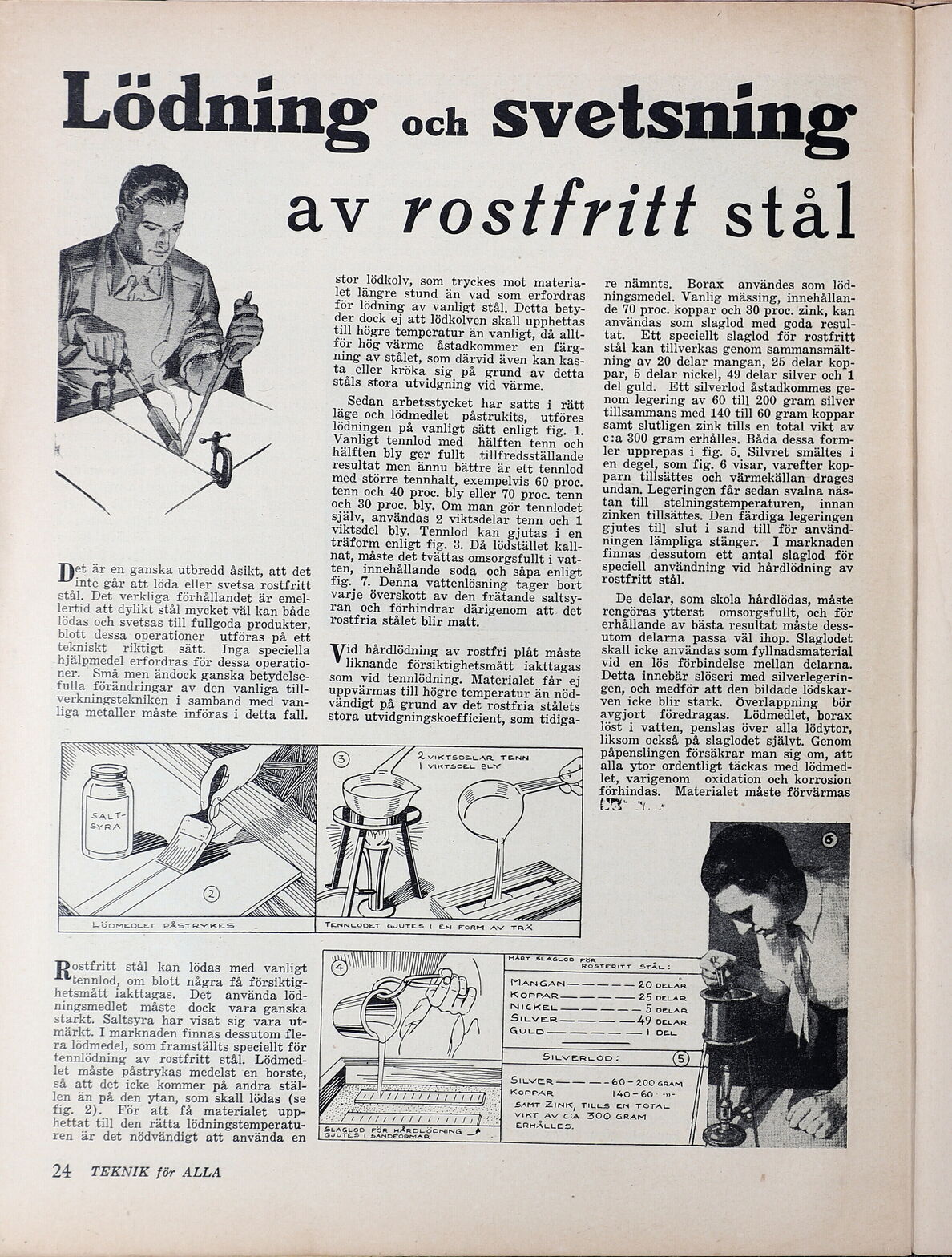
Sedan arbetsstycket har satts i rätt
läge och lödmedlet påstrukits, utföres
lödningen på vanligt sätt enligt fig. 1.
Vanligt tennlod med hälften tenn och
hälften bly ger fullt tillfredsställande
resultat men ännu bättre är ett tennlod
med större tennhalt, exempelvis 60 proc.
tenn och 40 proc. bly eller 70 proc. tenn
och 30 proc. bly. Om man gör tennlodet
själv, användas 2 viktsdelar tenn och 1
viktsdel bly. Tennlod kan gjutas i en
träform enligt fig. 3. Då lödstället kall-
nat, måste det tvättas omsorgsfullt i vat-
ten, innehållande soda och såpa enligt
fig. 7. Denna vattenlösning tager bort
varje överskott av den frätande saltsy-
ran och förhindrar därigenom att det
rostfria stålet blir matt.
Vid hårdlödning av rostfri plåt måste
liknande försiktighetsmått iakttagas
som vid tennlödning. Materialet får ej
uppvärmas till högre temperatur än nöd-
vändigt på grund av det rostfria stålets
stora utvidgningskoefficient, som tidiga-
N
NN s
LÖDMEDLET PÅSTRYKES
& ÄR VIKTSDELAR TENN
I VIKTSDEL BLY
SÖN <
= ST SS
(& > GG SEN
N =S CE
S =
NS EE
> EE
= H =
£
J N
TENNLODET GJUTES I EN FORM AV TRÄ
Rostfritt stål kan lödas med vanligt
tennlod, om blott några få försiktig-
hetsmått iakttagas. Det använda löd-
ningsmedlet måste dock vara ganska
starkt. Saltsyra har visat sig vara ut-
märkt. I marknaden finnas dessutom fle-
ra lödmedel, som framställts speciellt för
tennlödning av rostfritt stål. Lödmed-
let måste påstrykas medelst en borste,
så att det icke kommer på andra stäl-
len än på den ytan, som skall lödas (se
fig. 2). För att få materialet upp-
hettat till den rätta lödningstemperatu-
ren är det nödvändigt att använda en
24 TEKNIK för ALLA
av rostfritt stål
re nämnts. Borax användes som löd-
ningsmedel. Vanlig mässing, innehållan-
de 70 proc. koppar och 30 proc. zink, kan
användas som slaglod med goda resul-
tat. Ett speciellt slaglod för rostfritt
stål kan tillverkas genom sammansmält-
ning av 20 delar mangan, 25 delar kop-
par, 5 delar nickel, 49 delar silver och 1
del guld. Ett silverlod åstadkommes ge-
nom legering av 60 till 200 gram silver
tillsammans med 140 till 60 gram koppar
samt slutligen zink tills en total vikt av
c:a 300 gram erhålles. Båda dessa form-
ler upprepas i fig. 5. Silvret smältes i
en degel, som fig. 6 visar, varefter kop-
parn tillsättes och värmekällan drages
undan. Legeringen får sedan svalna näs-
tan till stelningstemperaturen, innan
zinken tillsättes. Den färdiga legeringen
gjutes till slut i sand till för använd-
ningen lämpliga stänger. I marknaden
finnas dessutom ett antal slaglod för
speciell användning vid hårdlödning av
rostfritt stål.
De delar, som skola hårdlödas, måste
rengöras ytterst omsorgsfullt, och för
erhållande av bästa resultat måste dess-
utom delarna passa väl ihop. Slaglodet
skall icke användas som fyllnadsmaterial
vid en lös förbindelse mellan delarna.
Detta innebär slöseri med silverlegerin-
gen, och medför att den bildade lödskar-
ven icke blir stark. Överlappning bör
avgjort föredragas. Lödmedlet, borax
löst i vatten, penslas över alla lödytor,
liksom också på slaglodet självt. Genom
påpenslingen försäkrar man sig om, att
alla ytor ordentligt täckas med lödmed-
let, varigenom oxidation och korrosion
ER Materialet måste förvärmas
PIE Sege
[EE
HÅRT SLAGLOD FöR =
ROSTFRITT STÅL:
MANGAN EOS 20 DELAR
3 KOPPARI — — — 25 peraRrR
INUCK ER ESSEN ARENAN
SIEVERS Ole NAR
(VESA BA
SILVERLOD:
(5) |
=S
,/ SETT ETT
GA TIER TEE NES
KOPPAR
ERHÅLLES.
SLAGLOD FÖR HÅRDLÖDNING ÅA
GJUTES I SANDFORMAR -
SILVER — — — - 60-200 aram
SAMT ZINK, TIEES EN TOTAC
VIKT AV CA 300 GRAM
140-60: -»-
|
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Wed Nov 12 01:51:20 2025
(aronsson)
(download)
<< Previous
Next >>
https://runeberg.org/tfa/1941-41/0024.html


{kind=link}