
Full resolution (JPEG)
- On this page / på denna sida
- Lödning och svetsning av rostfritt stål

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread.
/ Denna sida har aldrig korrekturlästs.
med gaslågan, varvid icke blott skarven,
utan även det omgivande stålet upp-
värmes. Den riktiga metoden framgår av
fig. 8. Om de delar, som skola samman-
fogas, äro särskilt tjocka, bör den tjoc-
kare delen eller den bästa värmeledaren
av de båda uppvärmas mer än den and-
ra. Då materialet har upphettats till
smältpunkten hos slaglodet, tillsättes
detta och får smälta och flyta ut i skar-
ven. Under det slaglodet tillsättes till
skarven, måste gaslågan hållas i ständig
rörelse liksom under uppvärmningspro-
ceduren, så att lågan icke får tillfälle
att koncentrera sig och överhetta någon
viss punkt av materialet.
På grund av den högre temperatur, som
oundgängligen erfordras vid hårdlöd-
ning, kan man knappast undvika, att
det rostfria stålet därvid färgas. Den-
na missfärgning kan emellertid till stor
del tagas bort genom slipning och pole-
ring eller genom doppning av materialet
i en vattenlösning av 20 till 30 proc.
salpetersyra. Detta syrabad bör under
användningen ha en temperatur av 50
till 60 ” C. Mera detaljerade anvisningar
beträffande ytbehandlingen kommer se-
nare att ges i samband med svetsning,
då detta problem i viss grad är detsam-
ma efter både lödning och svetsning.
| Oe stål lämpar sig väl för svets-
ning och ett gott resultat erhålles, om
man blott tager nödig hänsyn till mate-
rialets speciella egenskaper. Innan nå-
got som helst försök till svetsning fö-
retages, är det absolut nödvändigt, att
de stålytor, som skola svetsas, rengöras
ytterst noggrant från fett, rost och fla-
gor. Rengöringen bör åtföljas av slip-
ning, sköljning och sandblästring. En
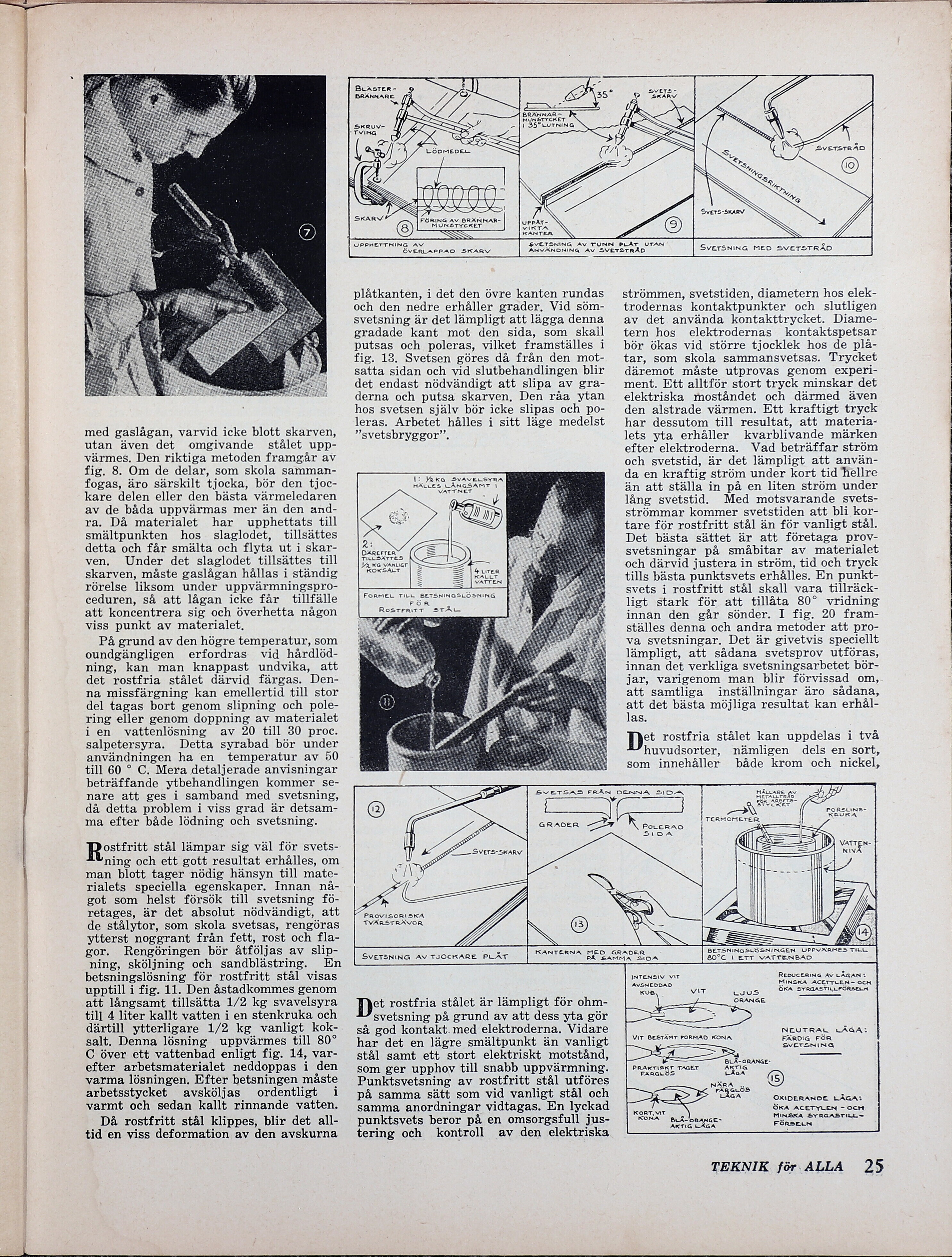
betsningslösning för rostfritt stål visas
upptill i fig. 11. Den åstadkommes genom
att långsamt tillsätta 1/2 kg svavelsyra
till 4 liter kallt vatten i en stenkruka och
därtill ytterligare 1/2 kg vanligt kok-
salt. Denna lösning uppvärmes till 80”
C över ett vattenbad enligt fig. 14, var-
efter arbetsmaterialet neddoppas i den
varma lösningen. Efter betsningen måste
arbetsstycket avsköljas ordentligt i
varmt och sedan kallt rinnande vatten.
Då rostfritt stål klippes, blir det all-
tid en viss deformation av den avskurna
BRÄNNAR —
MUNSTYCKET
- |I 35 LUTNING
FÖRING AV BRÄNNAR-
MUNSTYCKET
KANTER
SvETS-SKARV
UPPHETTNING AV
ÖVERLAPPAD SKARYV
SVETSNING AV TUNN
ANVÄNDNING AV SVETSTRÅD
PLÅT UTA
TER SVETSNING MED SVETSTRÅD
plåtkanten, i det den övre kanten rundas
och den nedre erhåller grader. Vid söm-
svetsning är det lämpligt att lägga denna
gradade kant mot den sida, som skall
putsas och poleras, vilket framställes i
fig. 13. Svetsen göres då från den mot-
satta sidan och vid slutbehandlingen blir
det endast nödvändigt att slipa av gra-
derna och putsa skarven. Den råa ytan
hos svetsen själv bör icke slipas och po-
leras. Arbetet hålles i sitt läge medelst
”svetsbryggor”.
|: VJakG SVAVELSYRA
HÄLLES LÅNGSAMT I
VAT T
=
FORMEL TILL BETSNINGSLÖSNING
FOR
RostfFrRiTT STÅL
strömmen, svetstiden, diametern hos elek-
trodernas kontaktpunkter och slutligen
av det använda kontakttrycket. Diame-
tern hos elektrodernas kontaktspetsar
bör ökas vid större tjocklek hos de plå-
tar, som skola sammansvetsas. Trycket
däremot måste utprovas genom experi-
ment. Ett alltför stort tryck minskar det
elektriska moståndet och därmed även
den alstrade värmen. Ett kraftigt tryck
har dessutom till resultat, att materia-
lets yta erhåller kvarblivande märken
efter elektroderna. Vad beträffar ström
och svetstid, är det lämpligt att använ-
da en kraftig ström under kort tid hellre
än att ställa in på en liten ström under
lång svetstid. Med motsvarande svets-
strömmar kommer svetstiden att bli kor-
tare för rostfritt stål än för vanligt stål.
Det bästa sättet är att företaga prov-
svetsningar på småbitar av materialet
och därvid justera in ström, tid och tryck
tills bästa punktsvets erhålles. En punkt-
svets i rostfritt stål skall vara tillräck-
ligt stark för att tillåta 80” vridning
innan den går sönder. I fig. 20 fram-
ställes denna och andra metoder att pro-
va svetsningar. Det är givetvis speciellt
lämpligt, att sådana svetsprov utföras,
innan det verkliga svetsningsarbetet bör-
jar, varigenom man blir förvissad om,
att samtliga inställningar äro sådana,
jr det bästa möjliga resultat kan erhål-
as.
De rostfria stålet kan uppdelas i två
huvudsorter, nämligen dels en sort,
som innehåller både krom och nickel,
GRADER AF
;
PROVISORISKA
TVÄRSTRÄVOR NN (3)
SVETSAS FRÅN DENNA SIDA
NS
HÅLLARE Av
METALULTRÅÄD
FÖR ARBETS"
STYCKET
TERMOMETER
PoLERADO N
SIDA
SEE
SVETSNING AV TJOCKARE PLÅT
KANTERNA MED GRADER
PÅ SAMMA SIDA
BETSNINGSLÖSNINGEN UPPVÄRMES TILL
80”C I ETT VATTENBAD
Det rostfria stålet är lämpligt för ohm-
svetsning på grund av att dess yta gör
så god kontakt. med elektroderna. Vidare
har det en lägre smältpunkt än vanligt
stål samt ett stort elektriskt motstånd,
som ger upphov till snabb uppvärmning.
Punktsvetsning av rostfritt stål utföres
på samma sätt som vid vanligt stål och
samma anordningar vidtagas. En lyckad
punktsvets beror på en omsorgsfull jus-
tering och kontroll av den elektriska
REDUCERING AV LÅGAN I
MINSKA ACETTLEN — OCH
ÖKA STRGASTILLFÖRSELN
INTENSIV VIT
AVSNEDDAD
KVB, VIT LJUS
——
: NEUTRAL LÄGA:
VIT BESTÄMT FORMAD KONA c
FÄRDIG FÖR
SVETSNING
BLÅ- ORANGE:
PRAKTISKT TAGET SEN
FÄrRaLÖöS aÅ G 5)
NÄRA
FÄRGLÖS
GA OXIDERANDE LÄGA:
ÖKA ACETYLEN - OCH
KORT, VIT - MINSKA SYRGASTILL =
KONA BLÅ-ORANGE” Fö
AKTIG LÅGA SN
TEKNIK för. ALLA 25
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Wed Nov 12 01:51:20 2025
(aronsson)
(download)
<< Previous
Next >>
https://runeberg.org/tfa/1941-41/0025.html


{kind=link}