
Full resolution (JPEG)
- On this page / på denna sida
- Lödning och svetsning av rostfritt stål

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread.
/ Denna sida har aldrig korrekturlästs.
POSITIVA
POLEN KOPPLAS
TILL ELEKTRODEN
vanligen från 8 till 25 proc. krom och
från 7 till 22 proc. nickel, dels en sort,
som endast
TUNN pråT
-
TUNN PLÅT
TA 3,4,0,5 "/M
över 6,5 "/n
FoGEN
PUNKT-SvVETS
N
N
N
N
N
N
N
N
I
TSEENDE VID OLIKA PLATTJOCKL
S UTS
innehåller krom och detta
SvETS"
SR
OLAS |
VRIDES
OMKR.
80?
26 TEKNIK för ALLA
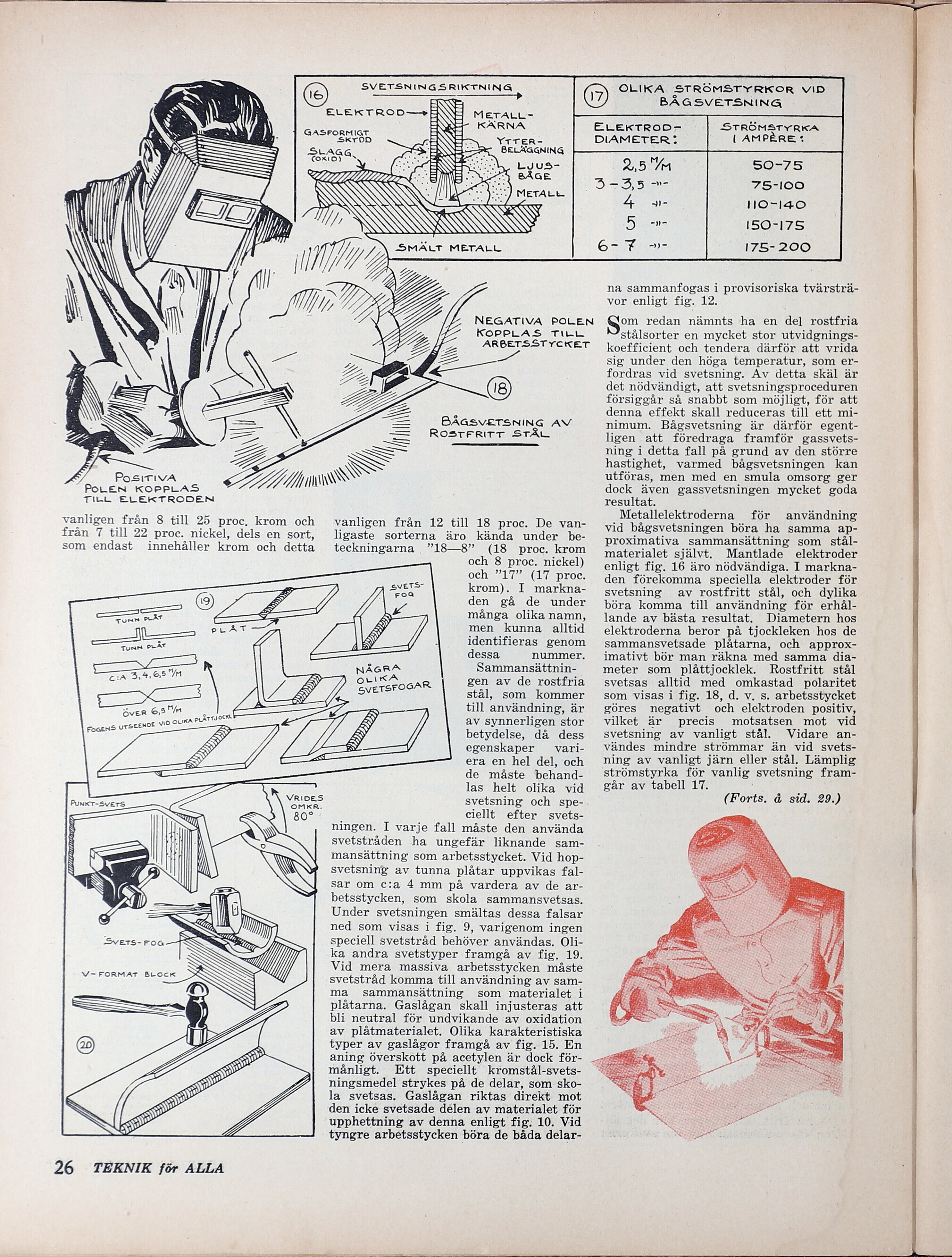
SVETSNINGSRIKTNING OLIKA STRÖMSTYRKOR VID
SUN é BÅGSVETSNING
erekxtRoo— AV METALL-
AE NT KÄRNA ELEKTROD- STRÖMSTYRKA
P5KkYöD VS YTTER- DIAMETER? | AMPÅRE :
SLAGG SE FN BELÄGGNING
[CEST FYRAN SSE NE = UN MN SO-75
SS INNE EXcE 5 /M
NIT Bj EGLv 75-100
N =) METALL
4 ar HO-I40
R FSA ISO-17S
BSK IS 175-200
KOPPLAS TILL
BÅGSVETSNING AV
ROSTFRITT STÅL
vanligen från 12 till 18 proc. De van-
ligaste sorterna äro kända under be-
teckningarna ”18—38” (18 proc. krom
och 8 proc. nickel)
OCh el TED LOCS
krom). I markna-
den gå de under
många olika namn,
men kunna alltid
identifieras genom
dessa nummer.
NÅGRA Sammansättnin-
ONE NA gen av de rostfria
f SVETS stål, som kommer
till användning, är
av synnerligen stor
betydelse, då dess
egenskaper <vwvari-
era en hel del, och
de måste behand-
las helt olika vid
—
svetsning och spe--
; ciellt efter svets-
ningen. I varje fall måste den använda
svetstråden ha ungefär liknande sam-
mansättning som arbetsstycket. Vid hop-
svetsning av tunna plåtar uppvikas fal-
sar om c:a 4 mm på vardera av de ar-
betsstycken, som skola sammansvetsas.
Under svetsningen smältas dessa falsar
ned som visas i fig. 9, varigenom ingen
speciell svetstråd behöver användas. Oli-
ka andra svetstyper framgå av fig. 19.
Vid mera massiva arbetsstycken måste
svetstråd komma till användning av sam-
ma sammansättning som materialet i
plåtarna. Gaslågan skall injusteras att
bli neutral för undvikande av oxidation
av plåtmaterialet. Olika karakteristiska
typer av gaslågor framgå av fig. 15. En
aning överskott på acetylen är dock för-
månligt. Ett speciellt kromstål-svets-
ningsmedel strykes på de delar, som sko-
la svetsas. Gaslågan riktas direkt mot
den icke svetsade delen av materialet för
upphettning av denna enligt fig. 10. Vid
tyngre arbetsstycken böra de båda delar-
NEGATIVA POLEN
ARBETSSTYCKET
na sammanfogas i provisoriska tvärsträ-
vor enligt fig. 12.
om redan nämnts ha en del rostfria
stålsorter en mycket stor utvidgnings-
koefficient och tendera därför att vrida
sig under den höga temperatur, som er-
fordras vid svetsning. Av detta skäl är
det nödvändigt, att svetsningsproceduren
försiggår så snabbt som möjligt, för att
denna effekt skall reduceras till ett mi-
nimum. Bågsvetsning är därför egent-
ligen att föredraga framför gassvets-
ning i detta fall på grund av den större
hastighet, varmed bågsvetsningen kan
utföras, men med en smula omsorg ger
dock även gassvetsningen mycket goda
resultat.
Metallelektroderna för användning
vid bågsvetsningen böra ha samma ap-
proximativa sammansättning som stål-
materialet självt. Mantlade elektroder
enligt fig. 16 äro nödvändiga. I markna-
den förekomma speciella elektroder för
svetsning av rostfritt stål, och dylika
böra komma till användning för erhål-
lande av bästa resultat. Diametern hos
elektroderna beror på tjockleken hos de
sammansvetsade plåtarna, och approx-
imativt bör man räkna med samma dia-
meter som plåttjocklek. Rostfritt stål
svetsas alltid med omkastad polaritet
som visas i fig. 18, d. v. s. arbetsstycket
göres negativt och elektroden positiv,
vilket är precis motsatsen mot vid
svetsning av vanligt stål. Vidare an-
vändes mindre strömmar än vid svets-
ning av vanligt järn eller stål. Lämplig
strömstyrka för vanlig svetsning fram-
går av tabell 17. ]
(Forts. å sid. 29.)
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Wed Nov 12 01:51:20 2025
(aronsson)
(download)
<< Previous
Next >>
https://runeberg.org/tfa/1941-41/0026.html


{kind=link}