
Full resolution (JPEG)
- On this page / på denna sida
- Händigt folk: Elektriska pennan — en behändig apparat för figurritning på metall, av Mr Hobby

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread.
/ Denna sida har aldrig korrekturlästs.
Inanna.
ELEKTRISKA PENNAN +
— en behändig apparat för
figurritning på metall
en här presenterade elektriska ”pen-
nan” är ett utmärkt verktyg när det
gäller att rita olika ornament på me-
tallföremål, tillverka namnskyltar och
märka verktyg — detta för att nämna
endast några exempel. ”Pennans” kon-
struktion och verkningssätt är i korthet
följande:
Ett spetsigt stålstift (gravér-nålen)
är fastsatt vid ett rörligt ankare; som
påverkas av en elektromagnet. Denna
elektromagnet, som anslutes till en
transformator (en kraftig s. k. ringled-
ningstransformator kan i regel använ-
das) drar ankaret till sig, men tack vare
att växelström användes, vibrerar anka-
ret i takt med den elektriska strömmens
periodtal eller frekvens. Likström kan
således inte användas som strömkälla
för denna apparat. Ankarets vibratio-
ner fortplanta sig givetvis till nålens
spets, och genom att trycka densamma
mot arbetsstycket ”graverar” nålspet-
sen figurerna eller tecknen genom att
man för apparaten i önskad riktning.
Apparatens konstruktion är den enk-
last tänkbara, och materialkostnaden
(exklusive transformator) torde icke
uppgå till mer än på sin höjd fem kro-
PR FÖRSLAG TILL OLIKA ”GRAVER NÅLAR
HÄRDAS CH
SLIPAS
;
|
i 38-407A
FE DIARETER
ÄNDSTTERE (3 ST.
ERFORDRAS) AV TRÄ
BASELIT, EBOnNIT EO
18 TEKNIK för ALLA
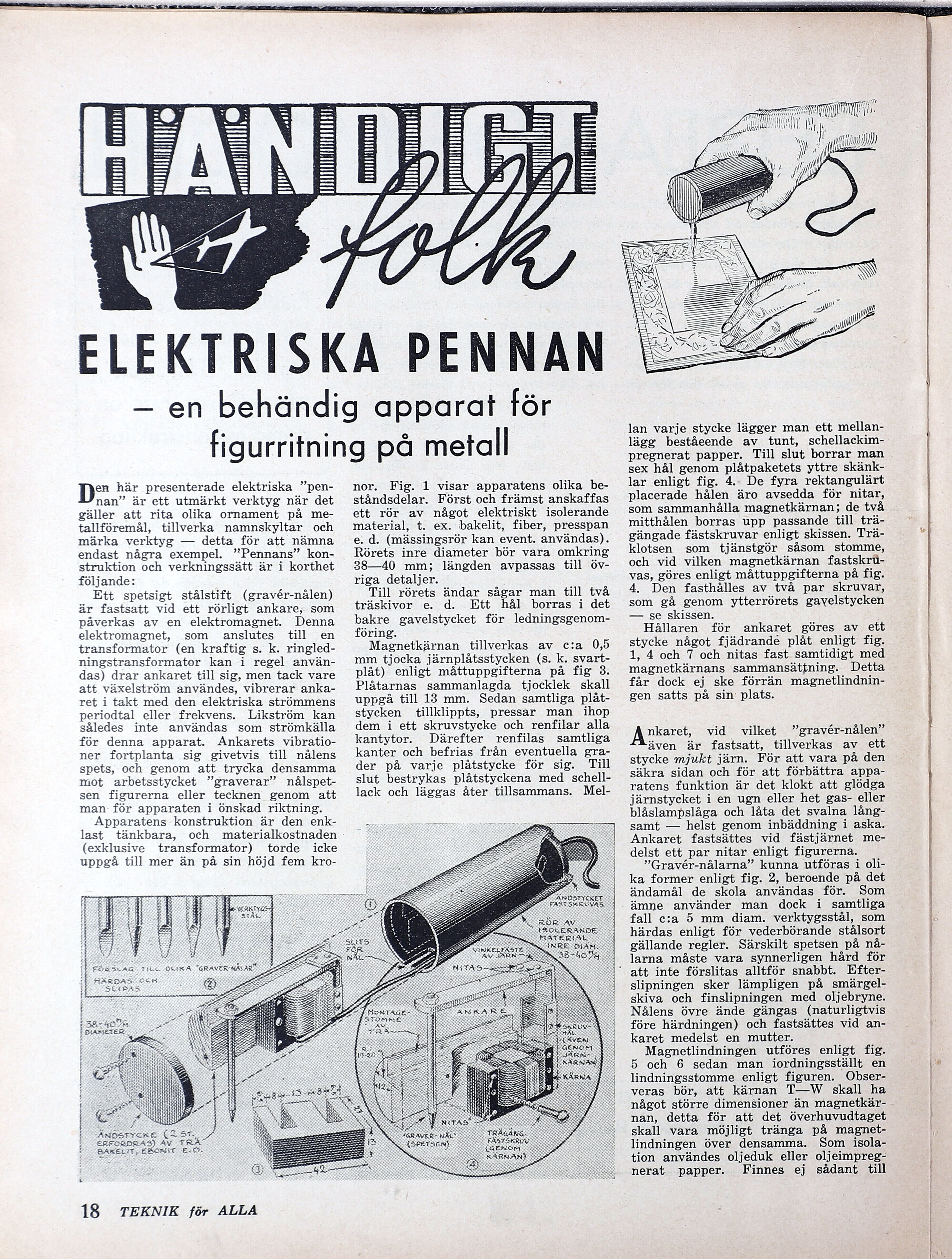
nor. Fig. 1 visar apparatens olika be-
ståndsdelar. Först och främst anskaffas
ett rör av något elektriskt isolerande
material, t. ex. bakelit, fiber, presspan
e: d. (mässingsrör kan event. användas).
Rörets inre diameter bör vara omkring
38—40 mm; längden avpassas till öv-
riga detaljer.
Till rörets ändar sågar man till två
träskivor e. d. Ett hål borras i det
bakre gavelstycket för ledningsgenom-
föring.
Magnetkärnan tillverkas av c:a 0,5
mm tjocka järnplåtsstycken (s. k. svart-
plåt) enligt måttuppgifterna på fig 3.
Plåtarnas sammanlagda tjocklek skall
uppgå till 13 mm. Sedan samtliga plåt-
stycken tillklippts, pressar man ihop
dem i ett skruvstycke och renfilar alla
kantytor. Därefter renfilas samtliga
kanter och befrias från eventuella gra-
der på varje plåtstycke för sig. Till
slut bestrykas plåtstyckena med schell-
lack och läggas åter tillsammans. Mel-
RÖR
LAOLERANDE
MATERIAL
IN 615
TRÅGANG,
FÅSTORBUNV
(GENOM
KÄRNAN)
cn (le
-- Add
ATEA JU
Avid
Mana)
| (0 kö
E | + im
lan varje stycke lägger man ett mellan-
lägg beståeende av tunt, schellackim-
pregnerat papper. Till slut borrar man
sex hål genom plåtpaketets yttre skänk-
lar enligt fig. 4.- De fyra rektangulärt
placerade hålen äro avsedda för nitar,
som sammanhålla magnetkärnan; de två
mitthålen borras upp passande till trä-
gängade fästskruvar enligt skissen. Trä-
klotsen som tjänstgör såsom stomme,
och vid vilken magnetkärnan fastskrä-
vas, göres enligt måttuppgifterna på fig.
4. Den fasthålles av två par skruvar,
som gå genom ytterrörets gavelstycken
— se skissen. i
Hållaren för ankaret göres av ett
stycke något fjädrande plåt enligt fig.
1, 4 och 7 och nitas fast samtidigt med
magnetkärnans sammansättning. Detta
får dock ej ske förrän magnetlindnin-
gen satts på sin plats.
nkaret, vid vilket ”gravér-nålen”
även är fastsatt, tillverkas av ett
stycke mjukt järn. För att vara på den
säkra sidan och för att förbättra appa-
ratens funktion är det klokt att glödga
järnstycket i en ugn eller het gas- eller
blåslampslåga och låta det svalna lång-
samt — helst genom inbäddning i aska.
Ankaret fastsättes vid fästjärnet me-
delst ett par nitar enligt figurerna.
”Gravér-nålarna” kunna utföras i oli-
ka former enligt fig. 2, beroende på det
ändamål de skola användas för. Som
ämne använder man dock i samtliga
fall c:a 5 mm diam. verktygsstål, som
härdas enligt för vederbörande stålsort
gällande regler. Särskilt spetsen på nå-
larna måste vara synnerligen hård för
" att inte förslitas alltför snabbt. Efter-
slipningen sker lämpligen på smärgel-
skiva och finslipningen med oljebryne.
Nålens övre ände gängas (naturligtvis
före härdningen) och fastsättes vid an-
karet medelst en mutter.
Magnetlindningen utföres enligt fig.
5 och 6 sedan man iordningsställt en
lindningsstomme enligt figuren. Obser-
veras bör, att kärnan TW skall ha
något större dimensioner än magnetkär-
nan, detta för att det överhuvudtaget
skall vara möjligt tränga på magnet-
lindningen över densamma. Som isola-
tion användes oljeduk eller oljeimpreg-
nerat papper. Finnes ej sådant till
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Wed Nov 12 02:05:06 2025
(aronsson)
(download)
<< Previous
Next >>
https://runeberg.org/tfa/1943-49/0018.html


{kind=link}