
Full resolution (JPEG)
- On this page / på denna sida
- TfA:s yrkeskurser: Hyvling, av Olle Ekberg

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread.
/ Denna sida har aldrig korrekturlästs.
PN
sv R
ERA EA PAA
Avståndet till rit- .
sen = borradien +
SS
Avslanden mellan .
stickmån (05-1 mm).
"körnslagen= borrdiam-
Fig. 252.
Fig. 258.
Stickstaål.
Fig. 254.
genom att man dividerar 360 med anta-
let delningar.
Exempel.
58) Hur många grader skall rundbor-
det vridas mellan varje arbetsoperation,
då SER Geer en 6-kant?
3
6
Svar: 60” (Inställningar: 0, 60, 120,
180, 240 och 300”).
59) Hur många grader skall rundbor-
det vridas varje gång vid bearbetning
av en 8-kantprofil?
— '= 45 -
8
Svar: 45” (Inställningar: 0, 45, 90,
135, 180, 225, 270 och 315”).
Figur 255 föreställer det förut omtala-
de arbetsstycket, fastspänt på rundbor-
det med tillhjälp av T-spårskruvar och
fästjärn. Som underläggsbitar använ-
das här trappformade parklotsar, som
genom att förskjutas i förhållande till
varandra kunna ges större eller mindre
höjd. För att höja arbetsstycket från
bordet, så att stickstålet erhåller vänd-
rum efter avslutat arbetsslag, använder
Fig. 255. Exempel
på fastspänning å
rundbord.
man parallellbitar- eller parallellslipade
ringar.
Vid bearbetning av ett flertal lika ar-
betsstycken är det lämpligt, att man an-
vänder en speciell fixtur, som fastsättes
på maskinbordet och som vid fastspän-
ningen styr arbetsstycket till rätt läge i
förhållande till stötsliden. Fixturen bör
göras stadig, så att arbetsstycket ej
fjädrar undan vid spåntagningen.
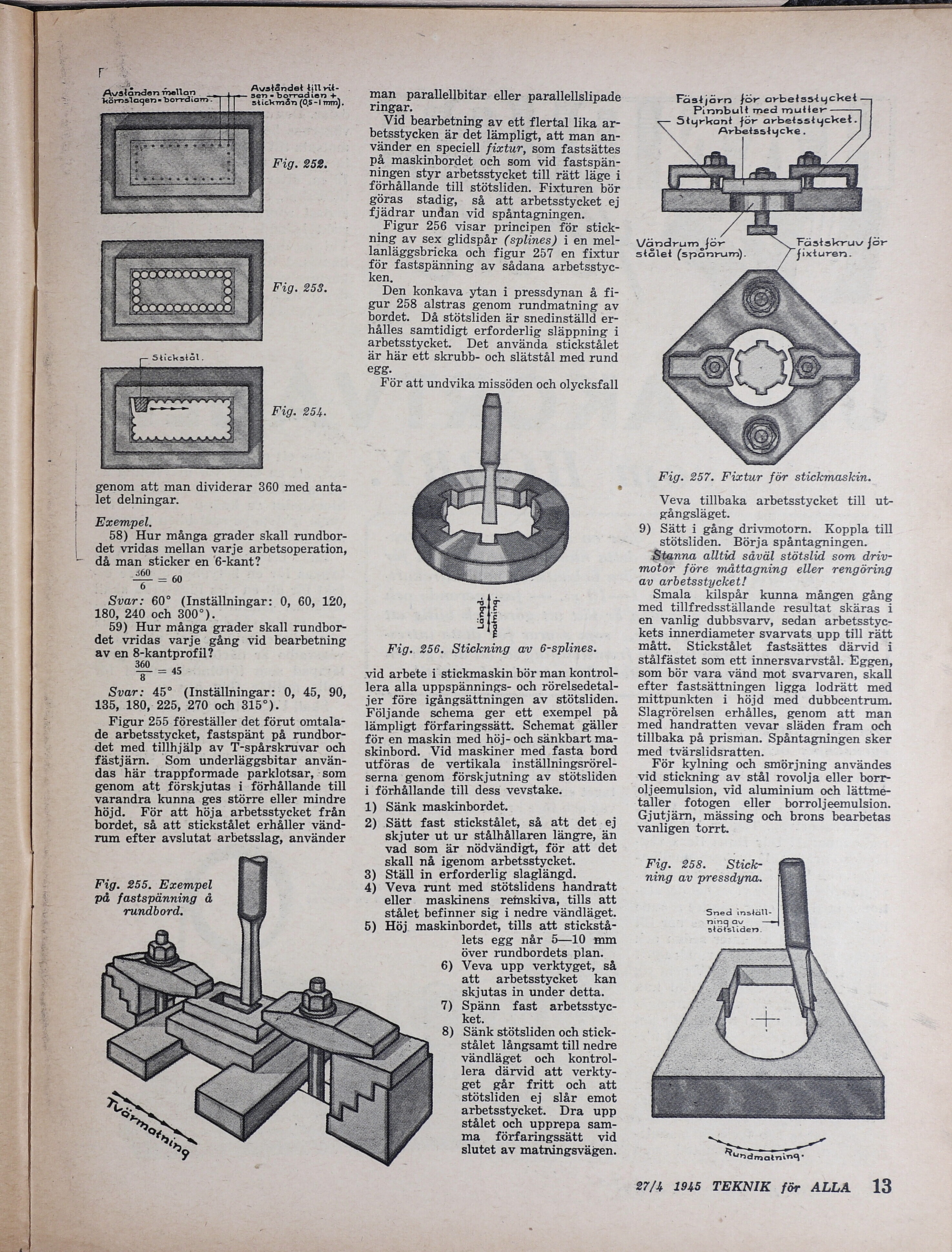
Figur 256 visar principen för stick-
ning av sex glidspår (splines) i en mel-
lanläggsbricka och figur 257 en fixtur
för fastspänning av sådana arbetsstyc-
en.
Den konkava ytan i pressdynan å fi-
gur 258 alstras genom rundmatning av
bordet. Då stötsliden är snedinställd er-
hålles samtidigt erforderlig släppning i
arbetsstycket. Det använda stickstålet
är här ett skrubb- och slätstål med rund
egg.
För att undvika missöden och olycksfall
iF
£
JE
Fig. 256. Stickning av 6-splines.
vid arbete i stickmaskin bör man kontrol-
lera alla uppspännings- och rörelsedetal-
jer före igångsättningen av stötsliden.
Följande schema ger ett exempel på
lämpligt förfaringssätt. Schemat gäller
för en maskin med höj- och sänkbart ma-
skinbord. Vid maskiner med fasta bord
utföras de vertikala inställningsrörel-
serna genom förskjutning av stötsliden
i förhållande till dess vevstake.
1) Sänk maskinbordet.
2) Sätt fast stickstålet, så att det ej
skjuter ut ur stålhållaren längre, än
vad som är nödvändigt, för att det
skall nå igenom arbetsstycket.
3) Ställ in erforderlig slaglängd.
4) Veva runt med stötslidens handratt
eller maskinens reimskiva, tills att
stålet befinner sig i nedre vändläget.
Höj. maskinbordet, tills att stickstå-
lets egg når 5—10 mm
över rundbordets plan.
6) Veva upp verktyget, så
att arbetsstycket kan
skjutas in under detta.
7) Spänn fast arbetsstyc-
ket.
8) Sänk stötsliden och stick-
stålet långsamt till nedre
vändläget och kontrol-
lera därvid att verkty-
get går fritt och att
stötsliden ej slår emot
arbetsstycket. Dra upp
stålet och upprepa sam-
ma förfaringssätt vid
slutet av matningsvägen.
5)
we
Fästjärn för arbetsstycket
Pinnbult med mutter
Styrkant för arbetsstycket.
Arbetsstycke.
Fästskruv för
Vändrum för .
fixturen.
stålet (spånrum).
Fig. 257. Fixtur för stickmaskin.
Veva tillbaka arbetsstycket till ut-
gångsläget.
9) Sätt i gång drivmotorn. Koppla till
stötsliden. Börja spåntagningen.
Stanna alltid såväl stötslid som driv-
motor före måttagning eller rengöring
av arbetsstycket!
Smala kilspår kunna mången gång
med tillfredsställande resultat skäras i
en vanlig dubbsvarv, sedan arbetsstyc-
kets innerdiameter svarvats upp till rätt
mått. Stickstålet fastsättes därvid i
stålfästet som ett innersvarvstål. Eggen,
som bör vara vänd mot svarvaren, skall
efter fastsättningen ligga lodrätt med
mittpunkten i höjd med dubbceentrum.
Slagrörelsen erhålles, genom att man
med handratten vevar släden fram och
tillbaka på prisman. Spåntagningen sker
med tvärslidsratten.
För kylning och smörjning användes
vid stickning av stål rovolja eller borr-
oljeemulsion, vid aluminium och lättme-
taller fotogen eller borroljeemulsion.
Gjutjärn, mässing och brons bearbetas
vanligen torrt.
Fig. 258. Stick-
ning av pressdyna.
Sned instäöll-
ning a
stötsliden.
NUndmatning ”
27/4 1945 TEKNIK för ALLA 13
<< prev. page << föreg. sida << >> nästa sida >> next page >>
Project Runeberg, Wed Nov 12 02:07:09 2025
(aronsson)
(download)
<< Previous
Next >>
https://runeberg.org/tfa/1945-9/0013.html


{kind=link}