
Full resolution (JPEG) - On this page / på denna sida - II. Ångtekniken, av Tore Lindmark - Kolvångmaskiner, av Gustaf Dahlby - Ångmaskinens detaljer

<< prev. page << föreg. sida << >> nästa sida >> next page >>
Below is the raw OCR text
from the above scanned image.
Do you see an error? Proofread the page now!
Här nedan syns maskintolkade texten från faksimilbilden ovan.
Ser du något fel? Korrekturläs sidan nu!
This page has never been proofread. / Denna sida har aldrig korrekturlästs.
424
ÅNGTEKNIKEN.
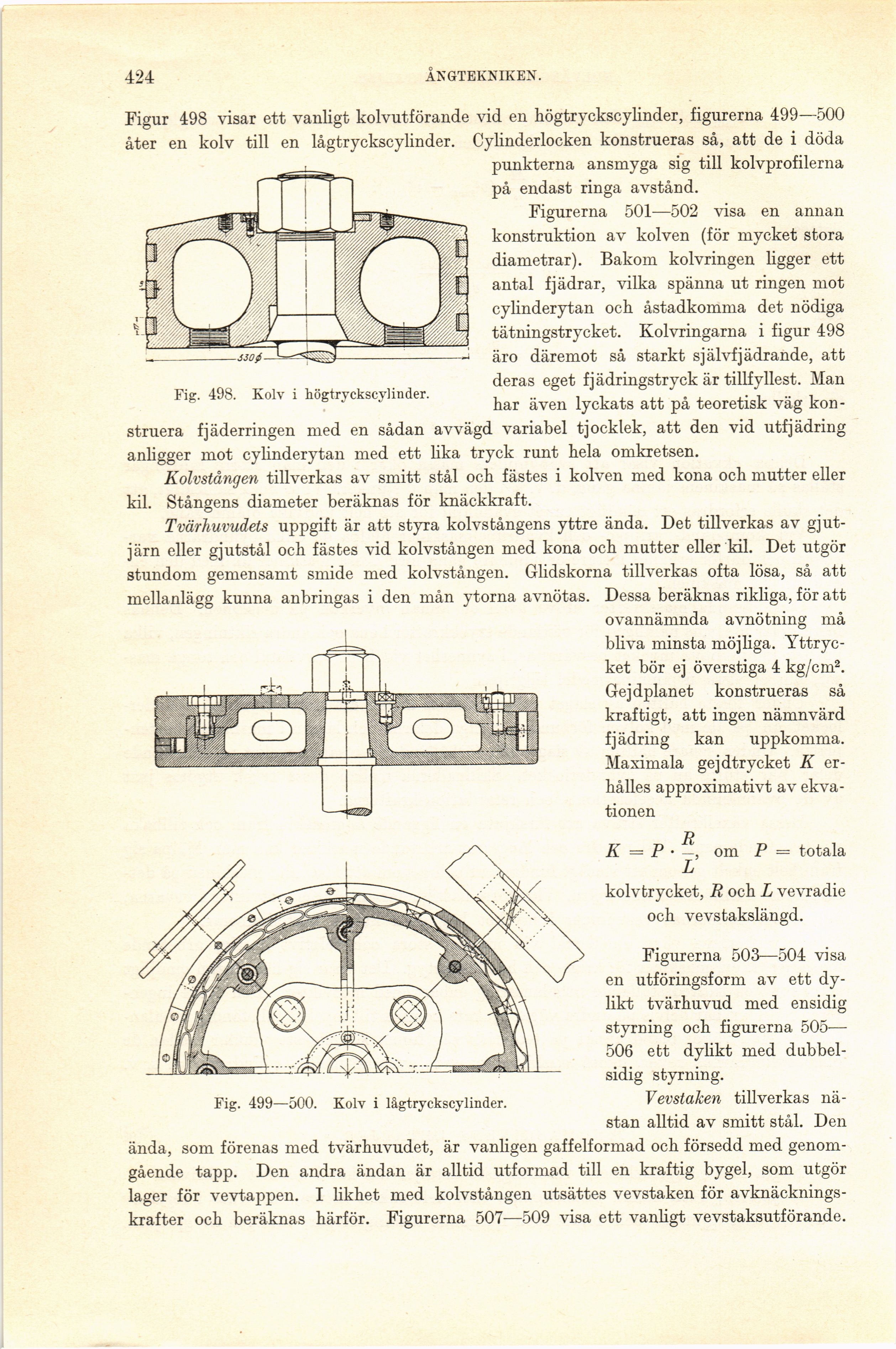
Figur 498 visar ett vanligt kolvutförande vid en högtryckscylinder, figurerna 499—500
åter en kolv till en lågtryckscylinder. Cylinderlocken konstrueras så, att de i döda
punkterna ansmyga sig till kolvprofilerna
på endast ringa avstånd.
Figurerna 501—502 visa en annan
konstruktion av kolven (för mycket stora
diametrar). Bakom kolvringen ligger ett
antal fjädrar, vilka spänna ut ringen mot
cylinderytan och åstadkomma det nödiga
tätningstrycket. Kolvringarna i figur 498
äro däremot så starkt självfjädrande, att
deras eget fjädringstryck är tillfyllest. Man
har även lyckats att på teoretisk väg kon-
struera fjäderringen med en sådan avvägd variabel tjocklek, att den vid utfjädring
anligger mot cylinderytan med ett lika tryck runt hela omkretsen.
Kolvstången tillverkas av smitt stål och fästes i kolven med kona och mutter eller
kil. Stångens diameter beräknas för knäckkraft.
Tvärhuvudets uppgift är att styra kolvstångens yttre ända. Det tillverkas av
gjutjärn eller gjutstål och fästes vid kolvstången med kona och mutter eller kil. Det utgör
stundom gemensamt smide med kolvstången. Glidskorna tillverkas ofta lösa, så att
mellanlägg kunna anbringas i den mån ytorna avnötas. Dessa beräknas rikliga, för att
ovannämnda avnötning må
bliva minsta möjliga.
Yttrycket bör ej överstiga 4 kg/cm2.
Gej dplanet konstrueras så
kraftigt, att ingen nämnvärd
fjädring kan uppkomma.
Maximala gej dtrycket K
erhålles approximativt av
ekvationen
Fig. 499—500. Kolv i lågtryckscylinder.
K = P - , om P = totala
L
kolvtrycket, R och L vevradie
och vevstakslängd.
Figurerna 503—504 visa
en utföringsform av ett
dylikt tvärhuvud med ensidig
styrning och figurerna 505-—
506 ett dylikt med
dubbelsidig styrning.
Vevstaken tillverkas
nästan alltid av smitt stål. Den
ända, som förenas med tvärhuvudet, är vanligen gaffelformad och försedd med
genomgående tapp. Den andra ändan är alltid utformad till en kraftig bygel, som utgör
lager för vevtappen. I likhet med kolvstången utsättes vevstaken för
avknäcknings-krafter och beräknas härför. Figurerna 507—509 visa ett vanligt vevstaksutförande.
Fig. 498. Kolv i högtryckscylinder.
<< prev. page << föreg. sida << >> nästa sida >> next page >>
{kind=link}